фото и видео ⋆ АВТОМАСТЕРСКАЯ
Расточка двигателя — сложный технологический процесс, который направлен на ремонт или доработку силового агрегата. Зачастую, говоря народным языком, расточка необходима при проведении капитального ремонта или проведению тюнинга.
Для чего нужна расточка мотора
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.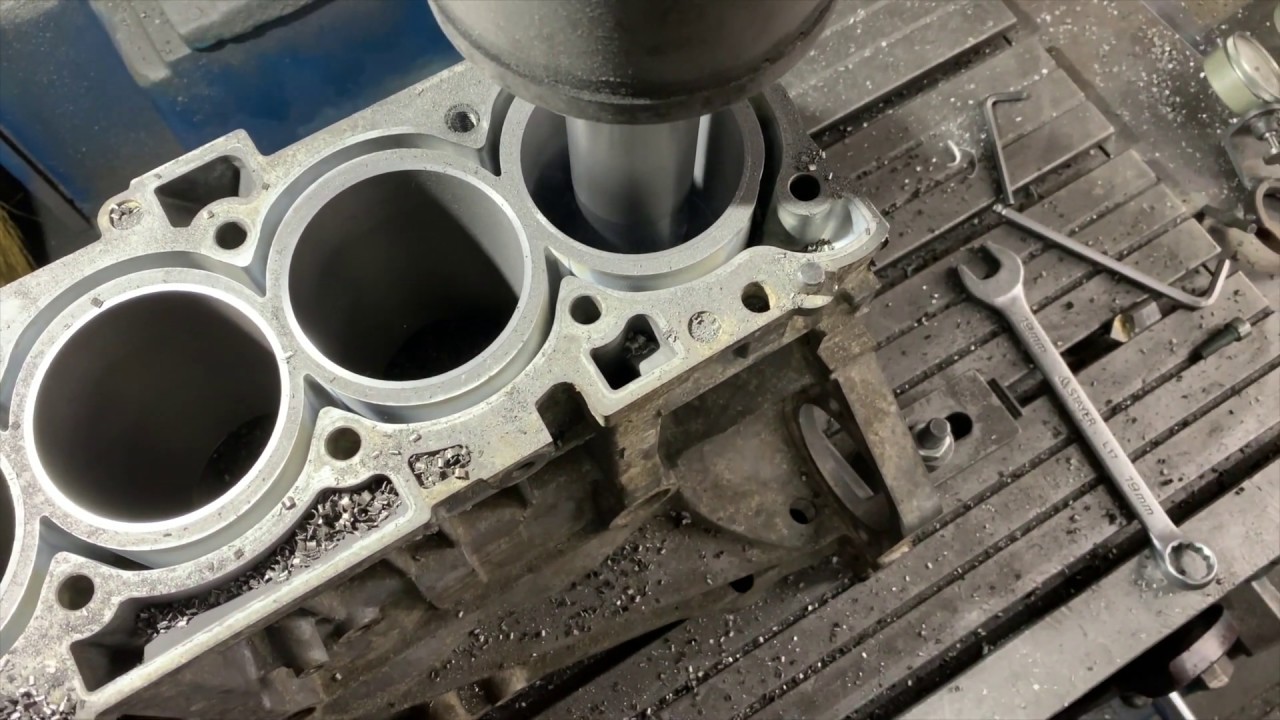
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Станок L 2500 V Максимальная длина блока мм 2540 Максимальное расстояние от встроенных параллелей до борштанги мм 850 Шпиндельные скорости об/мин 750 Быстрая подача в обе стороны мм/мин 1000 Переменная подача в обе стороны мм/мин 1000 Скоростная подача в обе стороны мм/мин 1000 Максимальный ход борштанги мм 680 Двигатели станка Шпиндельный двигатель кВт 1. 5 Двигатель подачи шпинделя кВт 0.37 Размеры Высота мм 2200 Полная длина мм 5100 Полная ширина мм 800 Требуемое рабочее место мм 7600?800 Вес NETTO приблизительно. кг 2700 Вес с упаковкой приблизительно (деревянная паллета) кг 3140 Объем упаковки куб.м 12.82
5 Двигатель подачи шпинделя кВт 0.37 Размеры Высота мм 2200 Полная длина мм 5100 Полная ширина мм 800 Требуемое рабочее место мм 7600?800 Вес NETTO приблизительно. кг 2700 Вес с упаковкой приблизительно (деревянная паллета) кг 3140 Объем упаковки куб.м 12.82
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренней части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.

- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.

Стоит учитывать, что при неправильно проведенном процессе, описанном в пункте 1, цилиндр расточиться не правильно и двигатель можно будет, попросту, выкинуть. Поэтому растачивать блоки стоит доверять профессионалам.
Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер.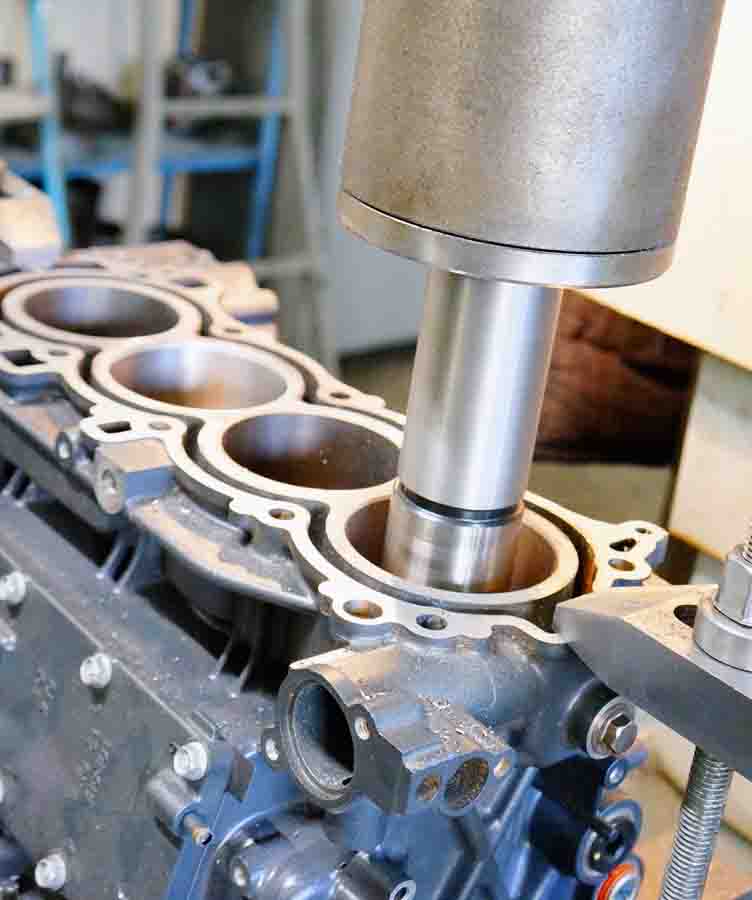 Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Показания и противопоказания к расточке
К показаниям к проведению расточки являются:
- Износ внутренней части цилиндров, наличие раковин и царапин.
- Возможность восстановления.
- Отсутствие трещин и других похожих повреждений.
- Возможность установки ремонтного комплекта поршневой группы.
- Проведение точных операций по расточке.
А вот к противопоказаниям можно отнести:
- Невозможность восстановить поверхность цилиндров.
- Отсутствие возможности расточки под ремонтный размер (случаи с гильзовкой блока).
- Другие факторы, в которых растачивать блок не целесообразно.
Вывод
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
Источник
Как расточить цилиндр, блок цилиндров в домашних условиях
Узнать, как расточить цилиндр (блок цилиндров) в домашних условиях, сегодня хотят многие. Тысячи просмотров видео обзоров тому явное свидетельство. Но, к сожалению, это удел лишь тех умельцев, которые способны не просто что-либо сделать, а сделать хорошо. Целесообразности проведения этой операции в своем гараже для тех автолюбителей, которые самостоятельный ремонт считают лишь одним из немногих хобби, мы не видим. Напротив, если вы легко справляетесь с ремонтом многих узлов двигателя, то и расточить блок цилиндров окажется вам по зубам.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи.
Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи.
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня.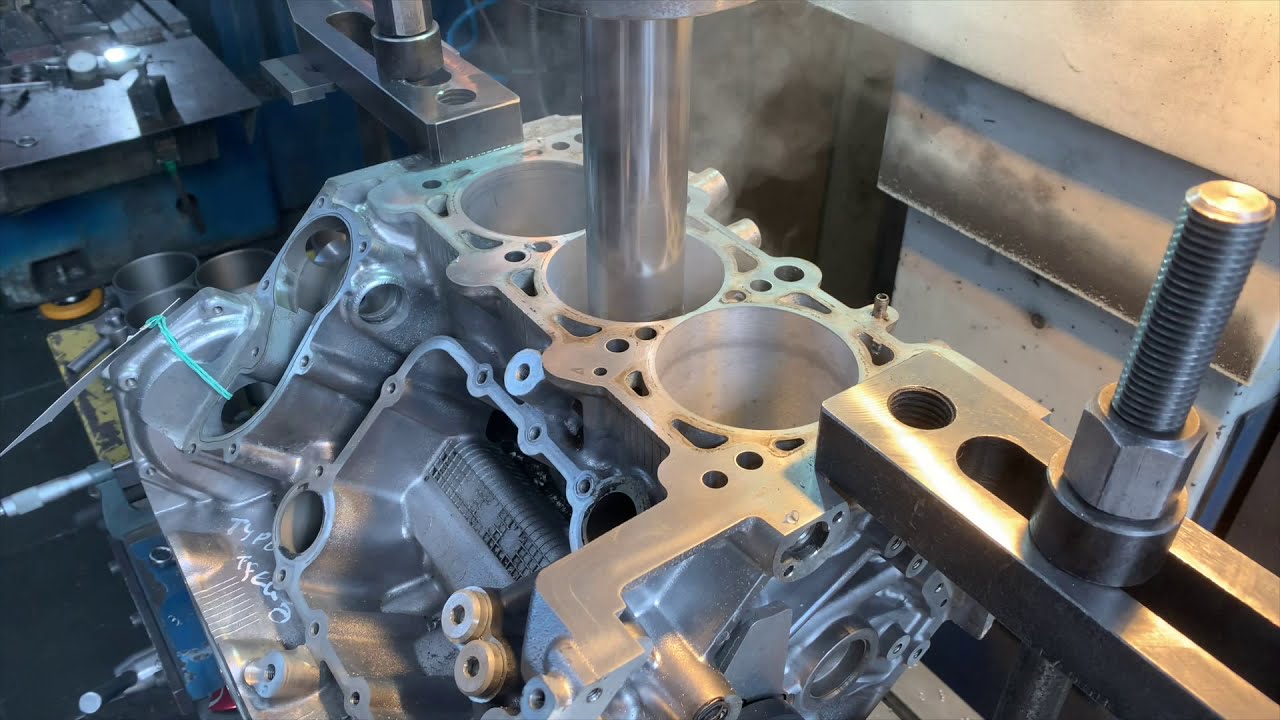 Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
- Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.

Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
- Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Руководство по проведению расточки блока цилинров в домашних условиях, видео
Головка блока цилиндров, как и любой другой узел транспортного средства, периодически должна проходить процедуру диагностики и обслуживания. Что представляет собой расточка блока цилиндров? Зачем она делается и как ее осуществить своими руками в домашних условиях? Об этом с фото и видео вы сможете узнать в нашей статье.
Что представляет собой расточка блока цилиндров? Зачем она делается и как ее осуществить своими руками в домашних условиях? Об этом с фото и видео вы сможете узнать в нашей статье.
Что такое расточка и зачем она нужна?
Расточка блока цилиндров осуществляется в случае их износа. Как известно, не все каналы изнашиваются одновременно и равномерно.
С целью установления степени износа данных элементов ГБЦ эксперты производят оценку всей системы, которая позволяет определить параметры цилиндров:
- Расточка блока цилиндров делается в том случае, если первоначальные размеры компонентов изменились на пол-миллиметра в ВМТ (верхней мертвой точке) поршневого кольца. Здесь речь идет именно о кольце, а не о самом поршне.
- Если зафиксировано изменение размера на 1/3 миллиметра в точке контакта юбки самого поршня, а также стенке цилиндра.
Таким образом, если при диагностике было зафиксировано изменение параметров до размеров, указанных выше, то расточка просто необходима. В противном случае дефекты могут увеличиваться, что негативно отразиться на функционировании транспортного средства. Хуже такого исхода событий может быть только появление дефекта в виде ступеньки в верхней части цилиндра. Из-за этого выходят из строя поршневые кольца, соответственно, и посадочные места для них.
В противном случае дефекты могут увеличиваться, что негативно отразиться на функционировании транспортного средства. Хуже такого исхода событий может быть только появление дефекта в виде ступеньки в верхней части цилиндра. Из-за этого выходят из строя поршневые кольца, соответственно, и посадочные места для них.
При несвоевременной расточке ГБЦ проблема будет развиваться и сопровождаться сильным стуком из-под капота. Собственно, и сам двигатель будет работать некорректно — вы будете чувствовать постоянную вибрацию, которая будет усиливаться при увеличении оборотов. В результате этого поршневые кольца не смогут корректно прилегать к стенкам непосредственно канала цилиндра. А это, в свою очередь, чревато тем, что выхлопные газы начнут попадать в картер, соответственно, будет нарушена компрессия мотора. Как результат — двигатель будет «кушать» масло, при чем огромными порциями.
По этим причинам поршневые кольца при регулярных ударах о стенки каналов со временем просто развалятся, при чем на маленькие части.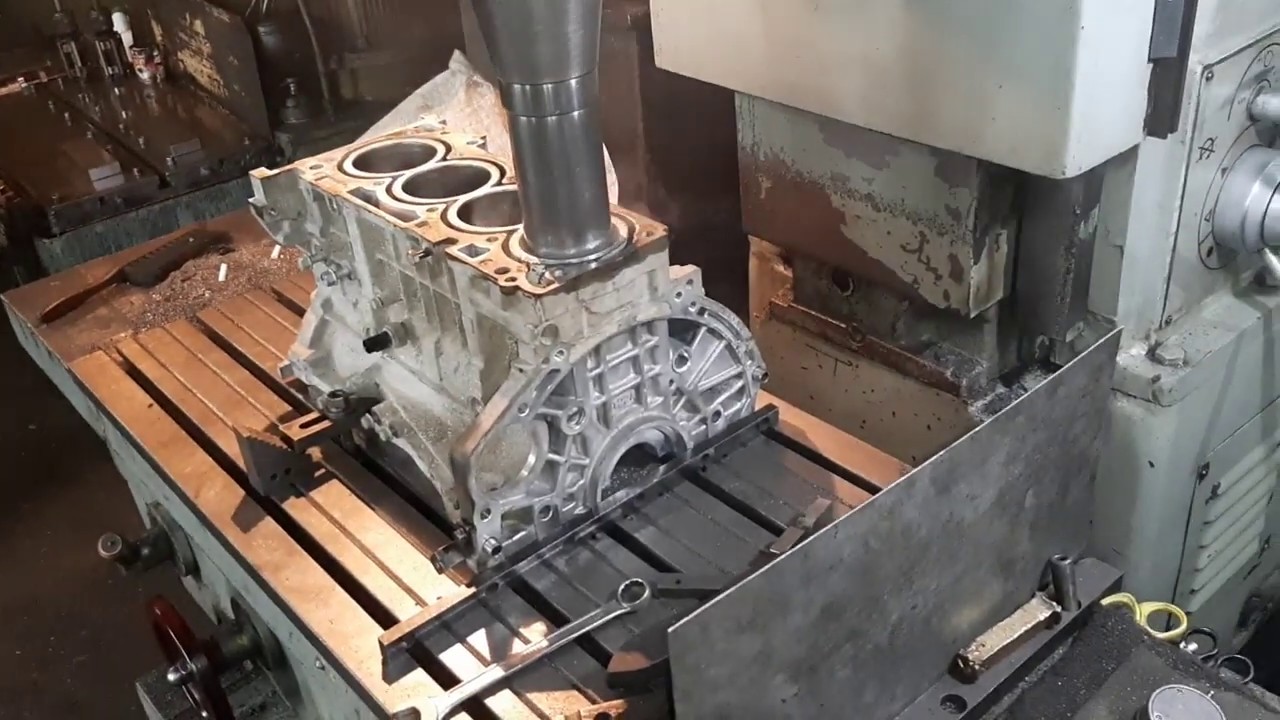 Естественно, ни о каком восстановлении и речи быть не может, но хуже то, что они поцарапают и стенки цилиндров. В таких случаях ни гильзовка блока цилиндров, ни расточка, ни даже капремонт уже не сможет спасти мотор. К слову, гильзовка блока цилиндров может осуществляться методом замены или установки гильз в блоки, но сейчас не об этом.
Естественно, ни о каком восстановлении и речи быть не может, но хуже то, что они поцарапают и стенки цилиндров. В таких случаях ни гильзовка блока цилиндров, ни расточка, ни даже капремонт уже не сможет спасти мотор. К слову, гильзовка блока цилиндров может осуществляться методом замены или установки гильз в блоки, но сейчас не об этом.
Своевременная расточка ГБЦ дает возможность восстановить геометрию компонентов. Кроме того, при правильной расточке можно обеспечить необходимое положение сопряженных элементов относительно друг друга. Ведь в данном случае произвести только лишь правильную геометрию компонентов будет недостаточно, чтобы обеспечить равномерное положение всех элементов. Также важно обеспечить должную и равномерную сносность всех цилиндров, иначе это чревато не только деформированием деталей, но и появлением трещин и изгибов.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
 Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см. К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
- Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
 Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.Видео «Расточка в домашних условиях»
Как сделать расточку дрелью — смотрите на видео.
- Шлифовка головки блока цилиндров в гаражных условиях: ожидания и реалии
- Ремонт головки блока цилиндров от «А» до «Я»
- Пропала компрессия в цилиндре, как решить проблему?
Комментарии и отзывы
Спасибо большое за детальную инструкцию!
Иван Иванович Баранов
Опыт работы на СТО:
Посмотреть все ответы
Avtozam.com — ваш помощник в ремонте и обслуживании авто
Использование вами данного веб-сайта означает ваше согласие с тем, что вы используете его на свой страх и риск.
Материалы: http://avtozam.com/dvigatel/grm-kshm-gbc/rastochka-bloka-tsilindrov-svoimi-rukami/
Однажды наступает тот печальный момент, когда у двигателя внутреннего сгорания пропадает компрессия. Вялость автомобиля и черный дым из выхлопной трубы – верные тому признаки. Чаще при таком исходе ничто уже не может помочь. Единственный выход – расточка блока цилиндров.
Вялость автомобиля и черный дым из выхлопной трубы – верные тому признаки. Чаще при таком исходе ничто уже не может помочь. Единственный выход – расточка блока цилиндров.
И хотя производители регламентируют пробег без капитального ремонта ДВС около 200 тыс. км, а то и больше, но реальность диктует свои правила. Все зависит, во-первых, от стиля вождения, а он у многих не идеален, во-вторых, от качества бензина, масла, металла двигателя и прочих факторов, которые тоже оставляют желать лучшего.
Итак, расточка блока цилиндров нужна, когда:
- налицо потеря компрессии, разборка ДВС показывает превышение нормированного зазора между поршневыми кольцами и стенками двигателя;
- в редких случаях ее делают для повышения мощности нормально работающего ДВС.
Надо сразу отметить, что расточка блока цилиндров делается своими руками только в одном случае – наличие необходимого оборудования, а также обладание достаточным опытом. Во всех остальных ситуациях мы рекомендуем проводить самостоятельно лишь демонтаж, разборку, сборку и монтаж поршневого агрегата, а расточку изношенного блока доверять профессионалам. Далее разберем эту операцию более подробно.
Во всех остальных ситуациях мы рекомендуем проводить самостоятельно лишь демонтаж, разборку, сборку и монтаж поршневого агрегата, а расточку изношенного блока доверять профессионалам. Далее разберем эту операцию более подробно.
- ключи гаечные;
- головки с воротком;
- молоток;
- втулка, оправка;
- микрометр, нутромер, штангенциркуль;
- станок и расточные головки.
Процесс осуществляется так.
- Прежде всего, демонтируют двигатель с автомобиля. Об этом процессе можно почитать в соответствующих руководствах.
- С ДВС снимается клапанная головка, поддон картера и боковые крышки.
- Ключом «36» прокручивается коленвал так, чтобы гайки шатунов максимально выдвинулись.
- Далее отворачиваем крепления крышки шатуна первого и четвертого цилиндров, извлекаем крышки.
- Шатун с поршнем выталкиваются наружу деревянной частью молотка. Аналогично поступаем с остальными поршнями.
- Раскрутив коренные подшипники, снимаем коленчатый вал.
- Извлекаем вкладыши с шатунов и крышек.
- Снимаем кольца с поршней.
- Выбиваем поршневые пальцы втулкой меньшего диаметра.
- Далее производим замеры износа каждого диаметра под поршень. Замеры делаются на четырех местах, расположенных от верхней плоскости на расстояниях 5 мм, 15 мм, 50 мм, наконец, 90 мм. Превышение износа выше 0,15 мм говорит о необходимости механической обработки.
- Переходим к мехобработке посредством станка. Определяем, какой из пяти уровней размеров надо выдержать, если сделать расточку у ВАЗ 2106, от этого будет зависеть цена операции, если все же решили отдавать агрегат мастерам сервиса. Предел каждого уровня выше на 0,01 мм. Если у первого уровня А предел 79,01 мм, то у пятого Е – 79,05 мм. При износе выше пятого уровня возможна обработка под установку гильз, но этот вариант нынче применяется крайне редко.
- Станок должен быть координатно-расточным либо вертикально-расточным. Лучше всего использовать координатно-расточной станок, поскольку у него отдельные приводы по каждой координате, а также компьютерное управление. Однако если используется такой дорогостоящий станок для расточки блока цилиндров, то цена операции повышается. При работе необходимо соблюсти параллельность кругов, а главное, правильно выбрать базовую поверхность для обработки. Тонкости же процесса знакомы лишь человеку, для которого токарно-фрезерные работы – это не пустой звук.
- После обработки агрегата осуществляется сборка двигателя с новыми поршнями, кольцами и пальцами, подобранными по группе размеров. Поршни подбираются так, чтобы гарантированный зазор со стенкой агрегата составлял 0,05 мм. Надо учитывать, что юбка поршня овальная, а вверху его есть конусность. Поэтому точный размер определяется перпендикулярно пальцу на уровне 52,4 мм от плоскости днища. Нагрев головку шатуна горелкой, надеваем поршень на шатун. Палец запрессовываем оправкой. Он должен остаться неподвижным при нагрузке 4000 Ньютон. При этом размер пальца подбирается под поршень. Цветная метка на торце пальца показывает соответствующую размерную группу. Разбег каждой группы – 0,004 мм. Предельный диаметр у первой – 21,974 мм, а предельный диаметр у последней, третьей группы – 21,982 мм.
- Надеваем новые кольца на поршни. Всего должно быть по три специальных кольца – верхнее компрессионное, второе компрессионное и маслосъемное. Зазор у замка кольца не должен превышать 0,45 мм. Каждое кольцо внутри своей канавки тоже должно «сидеть» с зазором. Средняя его величина составляет около 50 мкм.
- Вставляем вкладыши шатунов, смазываем, одеваем крышки на шпильки, затягиваем гайки с паспортным усилием.
- Последним этапом производится полная сборка поршневого агрегата и монтаж его на автомобиль.

 Однако если используется такой дорогостоящий станок для расточки блока цилиндров, то цена операции повышается. При работе необходимо соблюсти параллельность кругов, а главное, правильно выбрать базовую поверхность для обработки. Тонкости же процесса знакомы лишь человеку, для которого токарно-фрезерные работы – это не пустой звук.
Однако если используется такой дорогостоящий станок для расточки блока цилиндров, то цена операции повышается. При работе необходимо соблюсти параллельность кругов, а главное, правильно выбрать базовую поверхность для обработки. Тонкости же процесса знакомы лишь человеку, для которого токарно-фрезерные работы – это не пустой звук. Разбег каждой группы – 0,004 мм. Предельный диаметр у первой – 21,974 мм, а предельный диаметр у последней, третьей группы – 21,982 мм.
Разбег каждой группы – 0,004 мм. Предельный диаметр у первой – 21,974 мм, а предельный диаметр у последней, третьей группы – 21,982 мм.Надо сказать, что расточка у ВАЗ 2109 осуществляется аналогично и цена на операцию примерно такая же, как у «шестерки».
Что делать на станке
- вертикально-расточной или координатно-расточной станок;
- расточная головка и оправка;
- хонинговальная головка и оправка.
 youtube.com/embed/A3CEQF6eXyY»/>
youtube.com/embed/A3CEQF6eXyY»/>
Весь процесс, как делают расточку блока цилиндров на станке своими руками, можно изучить по видео. Мы же кратко изложим технологию по пунктам.
- Агрегат устанавливают вертикально на стол станка.
- Настраивают станок, находят центр окружности, задают параметры.
- Производят расточные операции на медленной скорости.
- Производят хонингование.
Последнее является доводочной операцией при обработке двигателя. Хонингование создает мелкую сеточку на поверхности для движения колец поршней, этакую заданную шероховатость поверхности, как результат – удержание масла, то есть улучшенная смазка в процессе работы ДВС. В итоге уменьшается трение и повышается компрессия.
Однако в ряде случаев можно обойтись и без хонингования. В каждом конкретном случае нужно определять, смогут ли хонингование сделать квалифицированно? Если нет, то лучше вообще не начинать.
Цена доработки агрегата
В то же время цены на расточку блоков, скажем, в Екатеринбурге значительно меньше.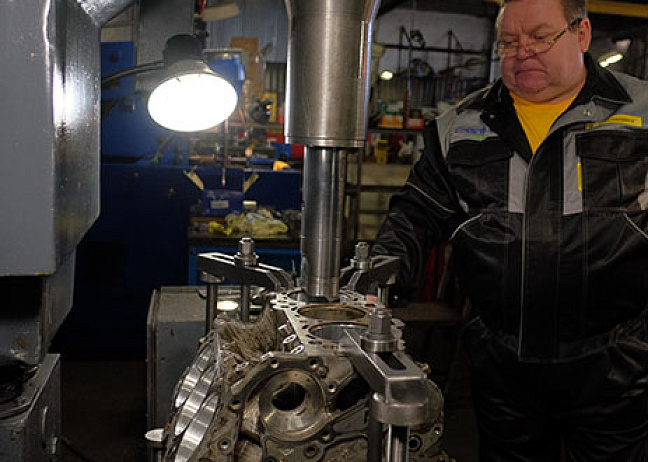 А вот работа в Нижнем Новгороде обойдется по среднему показателю почти как в Москве.
А вот работа в Нижнем Новгороде обойдется по среднему показателю почти как в Москве.
Приближенные цены для ВАЗ указаны в таблице ниже.
Кстати, расточка в ремонтный размер блока цилиндров в Челябинске стоит чуть дешевле, чем у соседей. А расточка дефектного блока в Брянске стоит примерно, как в Красноярске.
В любом случае, изложенная информация должна помочь автолюбителям определиться, как сделать операцию для ДВС своего автомобиля.
Автор материала: Думченков Михаил
- Новинки авто 2017
- Джипы
- Кроссоверы
- Тест-драйвы
Есть вопросы по ремонту автомобиля? Задайте их в разделе консультаций, для этого нажмите на ссылку ниже.
Задать вопрос автомеханику
Лучшие цены и условия на покупку новых авто
Автомобили представлены ведущим салоном РОССИИ
Материалы: http://daciaclubmd.ru/repair/engine/rastochka-bloka-cilindrov
Ко мне на блог часто приходят вопросы касательно силового агрегата, а именно его расточки. Новичкам не совсем понятно — зачем вообще происходит этот процесс, что он дает и сколько раз можно делать. Лично я, когда то сам лично перебирал мотор, нам приходилось точить блок и после этого «гильзовать», все это было на моем МОСКВИЧЕ 2140. В современных же реалиях при совершенно другом уровне смазывающих и охлаждающих жидкостей, такие ремонты ОЧЕНЬ редки, сейчас это делается больше для тюнинга, однако все по порядку …
Новичкам не совсем понятно — зачем вообще происходит этот процесс, что он дает и сколько раз можно делать. Лично я, когда то сам лично перебирал мотор, нам приходилось точить блок и после этого «гильзовать», все это было на моем МОСКВИЧЕ 2140. В современных же реалиях при совершенно другом уровне смазывающих и охлаждающих жидкостей, такие ремонты ОЧЕНЬ редки, сейчас это делается больше для тюнинга, однако все по порядку …
Для начала небольшое определение
Расточка блока – это процесс физической проточки стенок цилиндров двигателя (на специальных станках) для восстановления правильной (почти идеальной) геометрической формы.
Делается при капитальных ремонтах мотора, либо для тюнинга в основном для увеличения мощности.
Как я писал раньше (лет так 20 – 30 назад), основная задача это был ремонт. Стоит отметить, что силовой агрегат и все его основные части испытывают постоянные нагрузки, это – цилиндры, поршни, кольца, коленвал, распределительный вал (валы), клапана, вкладыши и т. д.
д.
Особенно сильные нагрузки у поршня, он трется об цилиндр блока, причем этот процесс повторяется сотни — тысячи раз всего за одну минуту. Здесь идет максимальный износ, металл стенок стачивается, блок начинает терять свою первоначальную круглую форму. Если утрировать он становится — овальный, а не круглый. Прилегание поршней (а именно его колец) к стенкам начинает ухудшаться, соответственно горючая смесь или отработанные газы начинают поступать в картер, а масло наоборот в рабочую камеру – падает мощность, силовой агрегат начинает «жрать масло»! Из глушителя начинает лететь сизый (синеватый) дым. Это первые звоночки.
Справедливости ради, иногда залегают компрессионные кольца, тут также упадет компрессия и повалит дым, однозначно нужно будет вскрывать мотор и разбираться
Раньше не было нормальных масел, зимой они дико густели, летом пригорали, смазывающие способности были низкие — моторы приходилось «капитались» уже через 30 – 50 000 пробега, а грузовые итого чаще. Зимой (как ни странно) агрегаты перегревались, все потому что опять же не было нормальных ТОСОЛОВ или антифризов, лили воду которая замерзала, образовывала пробки тут и до перегрева недалеко, пусть локального, пусть не на долго – НО ЭТОГО ХВАТАЛО.
Зимой (как ни странно) агрегаты перегревались, все потому что опять же не было нормальных ТОСОЛОВ или антифризов, лили воду которая замерзала, образовывала пробки тут и до перегрева недалеко, пусть локального, пусть не на долго – НО ЭТОГО ХВАТАЛО.
Сейчас технологии шагнули ДАЛЕКО вперед. Есть различные полусинтетические или синтетические составы, не только масел, но и охлаждающих жидкостей. Поэтому сейчас двигатель ходит долго! Ресурс от ремонтов увеличился в разы, если не в десятки раз.
Конечно через 250 000 (в среднем) километров все равно предстоит ремонт, но просто вдумайтесь какой это пробег! В средних городах редко когда наезжают 15 000 в год, таким образом 250 000 хватит примерно на 15 лет.
Первая причина – как вы догадались ремонт, если есть возможность (про это чуть ниже) овальную форму или задиры внутри цилиндра убирают путем расточки, ставят больше поршни и мотор живет еще долгие тысячи километров.
Вторая причина – это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).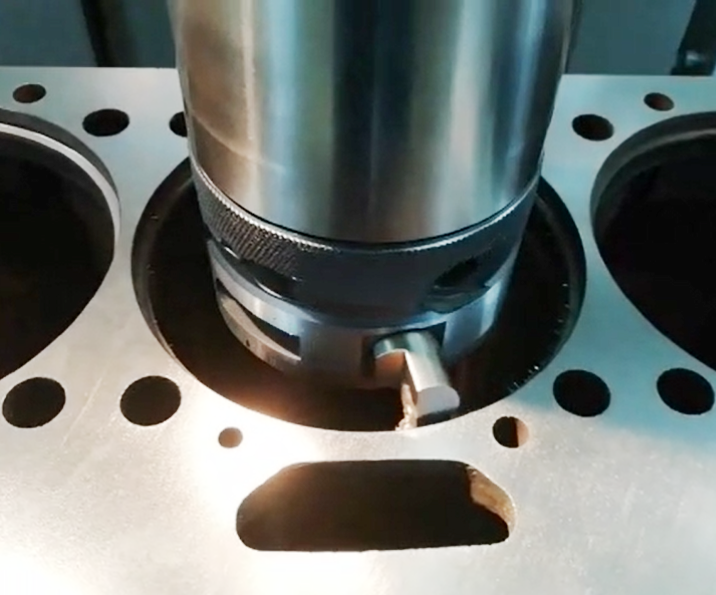
Алюминий – он легкий, лучший теплоотвод, не подвержен коррозии. Большой плюс это его вес, сейчас многие производители гонятся за понижением веса своих авто, алюминиевый вариант дает им большую экономию, а значит и меньший расход топлива автомобиля. НО этот металл мягкий и недолговечный по сравнению с чугуном. Для лучшей износоустойчивости внутренние стенки покрываются специальным налетом с большим содержанием кремния. ТОГДА и только тогда моторы могут работать достаточно длительное время.
ПОЭТОМУ алюминиевые моторы – зачастую не протачиваются, многие мастера их называют одноразовыми! Потому что нельзя снимать прочный верхний слой в цилиндрах
Он проще, чем кажется на первый взгляд. ОДНАКО своими руками сделать у вас вряд ли что-то получится. Двигатель разбирается полностью, РАСТАЧИВАТЬ на машине не получится. Блок снимается и крепится на станину специального станка, причем крепят его по уровню!
Если процесс расточки выполняется для ремонта, то есть присутствует большой износ (образовался эллипс), тогда производится ряд измерений, при помощи микрометрических стрелочных приборов — сколько нужно снимать со стенок. И ВООБЩЕ ВОЗМОЖНО ЛИ ЭТО или сразу же нужно настраиваться на «ГИЛЬЗОВКУ».
И ВООБЩЕ ВОЗМОЖНО ЛИ ЭТО или сразу же нужно настраиваться на «ГИЛЬЗОВКУ».
Далее на вертикально – расточном станке выполняются работы. ЗАПОМНИТЕ НУЖНО ИСКАТЬ высококвалифицированного мастера с хорошим оборудованием, а не которое разваливается на части и не может держать нужный ТОЧНЫЙ размер.
Далее мастер набивает — либо зеркало внутри цилиндра, либо делает хонингование (это финишная обработка стенок, чтобы убрать все риски и задиры, для того чтобы стенки и кольца быстрее притерлись друг к другу), делается сначала крупным абразивом, затем мелким. И у того и у другого метода есть свои поклонники, какой из них выбрать дело каждого, споры не утихают до сих пор.
И заключительный этап это сборка. Уже под ремонтные размеры покупаются запчасти, а именно поршни, кольца все это в последующем устанавливается, подсоединяется к коленчатому валу и собирается двигатель целиком.
Все так просто когда нет необходимости гильзования, а вот тут то не все так просто.
И в чугунных и алюминиевых блоках, есть такое понятие как «ГИЛЬЗОВКА», то есть устанавливаются специальные гильзы – это цилиндрические (как правило — чугунные) полые части похожие на большой кусок трубы.
Они запрессоваются в блок мотора под температурой и прочно сидят на своем месте. Основное назначение сделать мотор прочнее (в случае с алюминиевым вариантом), придать конструкции ремонтопригодность, увеличить ресурс. Гильзы могут быть из высокопрочного легированного серого чугуна, а также из обычного (стоит отметить варианты с тонкими стальными гильзами такое тоже есть, пример — машины фирмы ISUZU), есть и алюминиевые варианты, но они не так часто распространены.
Большим плюсом является то — что при износе гильзы, она как бы берет весь удар на себя. Вы ее просто вытаскиваете (вытачиваете), ставите ремонтную, или даже такую же по размерам. Меняете поршни и кольца (скорее всего, нужен будет ремонт). И мотор опять работает в штатном режиме.
Однако есть двигатели, которые не «гильзуются» с заводов как алюминиевые, так и чугунные. Если чугунный блок мы можем расточить, а также «прогильзовать» вариантом серого чугуна — поставить поршни больше (или такие е же) и кататься дальше — потому как нет разницы теплового расширения металла. То вот алюминий из-за своей сложной технологии изготовления такому зачастую не подвластен. Возникает справедливый вопрос – а можно ли поставить в него гильзы?
Если чугунный блок мы можем расточить, а также «прогильзовать» вариантом серого чугуна — поставить поршни больше (или такие е же) и кататься дальше — потому как нет разницы теплового расширения металла. То вот алюминий из-за своей сложной технологии изготовления такому зачастую не подвластен. Возникает справедливый вопрос – а можно ли поставить в него гильзы?
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
- При отливке на заводе устанавливаются тонкостенные тонкие чугунные гильзы, толщина стенки 2 – 3 мм. Такие варианты получили название «сухие с чугунными гильзами». Расточка такого варианта допустима, причем под них выпускаются ремонтные поршни и кольца. Устанавливаются на такие машины как – VOLVO, Land Rover, HONDA, SUBARU, NISSAN, SUZUKI и некоторые другие.

- Цельноалюминиевые моноблоки по технологии SILUMAL (разработана фирмой MAHLE). Здесь идет литой алюминиевый корпус, но стенки изнутри подвергаются сложной химико-термической обработке, после которой на стенках образуется высокая концентрация кремния, этот материал не дает кольцам и поршням быстро изнашивать стенки и ресурс вырастает до 150 – 200 000 км. Слой достаточно толстый и его также можно НЕМНОГО растачивать, для таких моторов выпускается ремонтные комплекты с увеличение размера цилиндра на 0,5 – 1мм. Такие варианты устанавливаются на многие модели Mercedes, BMW, AUDI, PORSCHE и некоторые другие авто.
- Моноблочная технология NICASIL. Здесь также на поверхность стенок цилиндра наносится прочное покрытие только из смеси никеля и карбида кремния. Оно намного тоньше, чем предшественник, а поэтому не ремонтируется! Производитель не заложил ремонтных возможностей, также не предоставляет ремкомплектов. Устанавливаются на некоторые модели BMW и другие.

«Сухие гильзы» и SILUMAL достаточно ремонтнопригодны, то есть если у вас упала компрессия в виду износа от большого пробега, то вы легко можете снять 0,5 – 1 мм поставить ремонтную поршневую группу и кататься дальше. ТАКЖЕ для некоторых вариантов SILUMAL производители выпускают ОРИГИНАЛЬНЫЕ алюминиевые гильзы, нужны они, когда расточка будет больше 1мм. Правда стоимость их просто зашкаливает до 200 ЕВРО за одну, зато исключительное соотношение металлов и возможность полного восстановления (также в некоторых случаях можно купить одну штуку в один цилиндр). ИСКЛЮЧЕНИЕМ может быть только то, что стенка блока очень сильно повреждена, на глубину большую, чем возможна ремонтная расточка. Однако такие блоки бывает уже ничем не спасти, бывают фатальные повреждения, например повернуло поршень.
NICASIL – восстановить фактически не возможно! То есть как заверяет производитель это фактически одноразовый мотор. Как писал — выше у него нет одобренных заводом-изготовителем запчастей. Но в какой стане мы живем, есть куча компаний которая делает именно для Nicasil гильзы, причем чугунные с малой стенкой (2 – 3 мм), есть и мастера которые могут все это дело совместить! Правда при этом нужно помнить о тепловых расширениях и различных металлах. Скорее всего, дядя Вася в гараже сделать качественно, это не сможет. Однако цены на новые блоки, если взять топовые BMW могут доходить до 5000 – 7000 ЕВРО, заставляют искать таких мастеров.
Но в какой стане мы живем, есть куча компаний которая делает именно для Nicasil гильзы, причем чугунные с малой стенкой (2 – 3 мм), есть и мастера которые могут все это дело совместить! Правда при этом нужно помнить о тепловых расширениях и различных металлах. Скорее всего, дядя Вася в гараже сделать качественно, это не сможет. Однако цены на новые блоки, если взять топовые BMW могут доходить до 5000 – 7000 ЕВРО, заставляют искать таких мастеров.
Вот такой вот большой материал, если сложно читать, то посмотрите видео версию, в ней более подробно и просто.
НА этом заканчиваю, думаю было полезно ИСКРЕННЕ ВАШ АВТОБЛОГГЕР
Материалы: http://avto-blogger.ru/dv/rastochka-bloka-cilindrov.html
Что такое расточка блока цилиндров и для чего она необходима?
Во время работы двигателя, несмотря на кажущуюся легкость работы, он и все его детали, такие как цилиндры, поршни, коленвал, распредвал и клапана, испытывают невероятные нагрузки.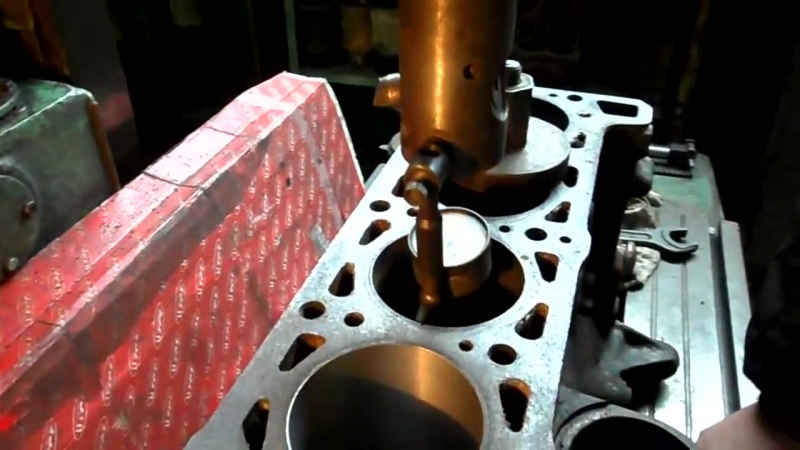 Особенно тяжелые нагрузки двигатель получает во время работы в сложных условиях (высокая температура воздуха, большой груз, движение под горку).
Особенно тяжелые нагрузки двигатель получает во время работы в сложных условиях (высокая температура воздуха, большой груз, движение под горку).
Поршни двигателя трутся о стенки цилиндров, из-за чего происходит постоянный износ деталей. Следует отметить тот факт, что износ не всегда равномерный, в итоге цилиндр постепенно теряет первоначальную форму. Визуально этого не видно, однако технические изменения, а также изменения производительности — сложно не заметить. Чтобы подтвердить или опровергнуть предположение о деформации цилиндров или поршней необходимы специальные измерительные приборы.
Многие ошибочно полагают, что поршень движется по идеально ровной траектории, однако на самом деле это не так. От степени отклонения от этой траектории зависит степень износа цилиндров и поршней. Нарушение траектории движения поршней происходит по нескольким причинам, одной из главных является проблема так называемой соосности, а также неперпендикулярности положения сопряженных деталей. Кроме того, преждевременный износ поршней и цилиндров происходит из-за через чур больших допусков в размерах, за счет чего поршень имеет возможность двигаться не только по оси цилиндра, но и с отклонением по горизонтали. Все это в итоге приводит к неравномерному износу цилиндра, он теряет форму, а его профиль из идеально круглого превращается в эллипсовидный.
Все это в итоге приводит к неравномерному износу цилиндра, он теряет форму, а его профиль из идеально круглого превращается в эллипсовидный.
Кроме износа, который меняет форму цилиндров, на них воздействует высокая температура и продукты сгорания, способные разрушать стенки цилиндра или отлагаться нагаром на его поверхности и на поверхности поршней. Не стоит думать, что замена поршня решит проблему, и, что с новым все будет в порядке. Нет, к сожалению, этого не произойдет. Дело в том, что новый поршень имеет идеальную геометрию, в то время как геометрия цилиндра уже нарушена, поэтому замена поршня не решит проблему. Как вы уже, наверное, догадались, для того чтобы исправить ситуацию необходимо убрать «эллипс» в цилиндрах, делается это при помощи процедуры, которая называется – расточка блока цилиндров.
Что такое расточка блока цилиндров и для чего она нужна?
Цилиндры растачивают в случае их износа, как вы уже знаете далеко не все цилиндры изнашиваются равномерно. Чтобы установить степень износа цилиндра специалисты используют специальную систему оценки, которая сводится к двум размерным параметрам цилиндра.
Чтобы установить степень износа цилиндра специалисты используют специальную систему оценки, которая сводится к двум размерным параметрам цилиндра.
- Изменение первоначальных размеров на 0,05 мм в верхней мертвой точке, верхнего поршневого кольца, а не самого поршня.
- Изменение размера на 0,03 мм в точке контакта юбки поршня и стенки цилиндра.
То есть, в случае изменения параметров до таких величин — делаем вывод о необходимости немедленного ремонта. Хуже этой ситуации может быть разве что возникновение дефекта в виде ступеньки в верхней части цилиндра, именно по вине этой ступеньки разбиваются поршневые кольца, и посадочные места под поршневые кольца. Все это сопровождается весьма ощутимыми ударами, а сам мотор начинает работать с сильной вибрацией. Возникшая эллипсность не позволяет поршневым кольцам как следует прилегать к стенкам цилиндра. Такое явление чревато другой неприятностью, из-за неплотного прилегания выхлопные газы «попрут» из цилиндра в картер, нарушится компрессия в двигателе и возникнет эффект, который называют в народе «двигатель жрет масло». В итоге кольца от постоянных ударов просто развалятся на мелкие части, которые окончательно поцарапают стенки цилиндра, в итоге уже никакая расточка и никакой капремонт не спасет этот двигатель.
В итоге кольца от постоянных ударов просто развалятся на мелкие части, которые окончательно поцарапают стенки цилиндра, в итоге уже никакая расточка и никакой капремонт не спасет этот двигатель.
Расточка блока цилиндров позволяет восстановить геометрию цилиндров, а также нормальное положение сопряженных деталей по отношению друг к другу. Добиться лишь правильной геометрии цилиндра недостаточно, для того чтобы восстановить правильную соосность и оптимальное расположение всех деталей относительно поверхности, цилиндры как и раньше будут разбиваться в процессе работы двигателя. Избыточное трение и напряжение, возникающее при отсутствии соосности, будет разрушать другие зависимые узлы, которые относятся к поршневой группе. Возникнут дополнительные нагрузки на все движущиеся элементы, которые участвуют в процессе работы двигателя, возможны изгибы, трещины, деформация.
Как растачивается блок цилиндров?
Расточка двигателя или восстановление необходимого зазора между поршнями и стенками цилиндра сложная операция, однако не настолько как может показаться на первый взгляд. Зазор образуется сам собой, после того как выполняется проточка на вертикально-расточном станке, качество работы и правильность расточки напрямую зависят от оборудования и мастерства того, кто выполняет эту работу. С технологической точки зрения это не сложная операция.
Зазор образуется сам собой, после того как выполняется проточка на вертикально-расточном станке, качество работы и правильность расточки напрямую зависят от оборудования и мастерства того, кто выполняет эту работу. С технологической точки зрения это не сложная операция.
Другое дело — восстановление правильной формы цилиндра, это более сложная операция. Это объясняется тем, что выработка внутренней части цилиндра может произойти где угодно. Перед расточкой выполняется ряд измерений с использованием микрометрических стрелочных приборов. С их помощью мастер делает заключение о необходимых работах, сложности и целесообразности протачивания цилиндра(ов).
Посредством расточки двигателя убирается не только «эллипс», но и конусность цилиндров. Нормой считается значение не превышающее 0,01 мм. по всей длине цилиндра. Выполнение такого рода операций требует высокой точности, что предусматривает использование исключительно специальных высокоточных расточных станков, у которых точность составляет чуть меньше 0,01 мм. Не меньше требований во время проточки предъявляют к чистоте рабочих поверхностей, чем чище поверхность будет обработана во время расточки, тем меньше потребуется времени на притирку новых деталей друг к другу. Недостаток чистоты приведет к возникновению проблем с преждевременным износом поршневых колец, увеличению расхода топлива и масла. Кроме того, из-за увеличения трения, в сущности при обкатке двигателя после капремонта и расточки блока, в масле образуется большая концентрация металлической пыли и стружки, которая также крайне вредна и нежелательна.
Не меньше требований во время проточки предъявляют к чистоте рабочих поверхностей, чем чище поверхность будет обработана во время расточки, тем меньше потребуется времени на притирку новых деталей друг к другу. Недостаток чистоты приведет к возникновению проблем с преждевременным износом поршневых колец, увеличению расхода топлива и масла. Кроме того, из-за увеличения трения, в сущности при обкатке двигателя после капремонта и расточки блока, в масле образуется большая концентрация металлической пыли и стружки, которая также крайне вредна и нежелательна.
Расточка блока цилиндров видео:
https://vaz-remont.ru/  
Как просто сделать расточку блока цилиндров
Как известно, во время работы двигателя максимальную нагрузку испытывают на себе блок цилиндров и поршни двигателей. Это обусловлено тем, что эти детали работают в жестких условиях повышенной температуры и давления, даже если кажется, что двигатель автомобиля работает плавно и тихо. В процессе такой жесткой эксплуатации происходит износ этих деталей – поршни трутся об стенки цилиндров.
В процессе такой жесткой эксплуатации происходит износ этих деталей – поршни трутся об стенки цилиндров.
В итоге они приобретают конусовидную форму, что может негативно повлиять на безопасную работу двигателя. Пусть эти изменения не заметны для не вооруженного глаза, но это не значит, что их нет. Итак, расточка блока цилиндров нужна для создания/восстановления этого элемента двигателя автомобиля. Давайте разберемся детальнее, что такое расточка и хонингование блока цилиндров, и для чего они нужны?
Содержание статьи
Для чего нужна расточка?
Расточка – процесс восстановления необходимой геометрии, а также создание необходимого расстояния между стенками цилиндра и поршнями. Как известно, цилиндр очень редко выходит из строя, но иногда, такое может произойти. Да, далеко не каждый из цилиндров изнашивается раньше времени, но все-таки, с техникой бывает всякое. Все изношенные цилиндры можно подвергать растачиванию. Расточить блок цилиндров — значит восстановить качественную работу двигателя автомобиля. Как определить, что они износились, и что им необходима реабилитация?
Как определить, что они износились, и что им необходима реабилитация?
Первым признаком износа является изменение первоначальных размеров кольца поршня. В случае, когда размер меняется хотя бы на пять сотых миллиметра, это верный знак того, что цилиндр в срочном порядке, нужно растачивать. Вторым параметром является изменение размера в местах соприкосновения поршневой юбки со стенками цилиндра. В этом случае даже при отклонении от нормы на три десятых миллиметра чревато последствиями.
Как уже говорилось выше, эти изменения не возможно поймать на глаз. Диагностику и проверку поршней желательно проверять во время планового осмотра при помощи специального инструмента.
Таким образом, даже при изменении на, казалось бы, столь мизерные размеры, необходимо проводить реанимацию системы. Но, более важным, и в это же время опасным, есть образование на стенках цилиндра дефекта в виде ступеньки. Именно этот дефект ускоряет износ не только поршней, но и посадочное место под кольца на поршне, а звук от трения/ударов весьма ощутим. В результате в работе двигателя машины происходит появление вибраций. К тому же, образование формы поршня в эллиптическую мешает плотному примыканию колец к стенкам. Что может привести к нарушению компрессии в двигателе, а также к перерасходу топлива и масла? В худшем случае кольца могут развалиться из-за постоянных ударных нагрузок, что приведет к тому, что стенки цилиндра получат повреждения такой степени, что никакая расточка уже не исправит появившееся дефекты. А это значит, что цилиндр, к сожалению, придется выбросить.
В результате в работе двигателя машины происходит появление вибраций. К тому же, образование формы поршня в эллиптическую мешает плотному примыканию колец к стенкам. Что может привести к нарушению компрессии в двигателе, а также к перерасходу топлива и масла? В худшем случае кольца могут развалиться из-за постоянных ударных нагрузок, что приведет к тому, что стенки цилиндра получат повреждения такой степени, что никакая расточка уже не исправит появившееся дефекты. А это значит, что цилиндр, к сожалению, придется выбросить.
Итак, чтобы восстановить блок цилиндров необходимо применить метод расточки, но для полного восстановления необходимо создание относительной оси и допустимого расположения всех поверхностей.И для этого применяется метод обработки металла под названием хонингование.
Процедура расточки и хонингования
Для того, чтобы провести расточку, необходимо обращаться к специалисту, то есть отгонять машину на станцию технического обслуживания, где есть специальное оборудование, а именно станок для расточки блока цилиндров.
Для выполнения такого рода работы применяется станок с вертикальной подачей. Учитывая тот факт, что это вовсе не сложная работа, но ее качество напрямую зависит от новизны оборудования и от профессионализма станочника. Самой важной задачей является создание цилиндрической формы, это не только главная задача, но и самая сложная. Поэтому пред тем как приступить к обработке, необходимо провести калибровку станка, что бы добиться правильной наружной геометрии на поверхности.
Так же одной из задач является удаление конусности цилиндра. Очень важно выдержать минимальные параметры изменения, это можно сделать, только применяя станок для расточки блока цилиндров, который имеет точность до одной сотой миллиметра. Не маловажной задачей при расточительных работах является соблюдение высокого требования относительно чистоты обрабатываемой поверхности. Высокая степень чистоты — залог быстрой притирки новых деталей.
Итак, как работает станок для расточки блока цилиндров? Заготовка устанавливается и закрепляется на рабочей поверхности станка. Как уже говорилось выше, для этого вида работ применяется станок с вертикальной подачей. В отверстие, которое необходимо расточить подается вал с прикрепленной фрезой, выставленной под нужные размеры. С помощью ручки управления (в старых станках) или же компьютерного управления (присуще современному оборудованию) вал опускается ниже по отверстию, при этом выравнивая его под один размер.
Как уже говорилось выше, для этого вида работ применяется станок с вертикальной подачей. В отверстие, которое необходимо расточить подается вал с прикрепленной фрезой, выставленной под нужные размеры. С помощью ручки управления (в старых станках) или же компьютерного управления (присуще современному оборудованию) вал опускается ниже по отверстию, при этом выравнивая его под один размер.
Хонинговка блока цилиндров – необходимая процедура после проведения расточных работ. Этот процесс применяется для достижения максимально круглого и ровного отверстия при условии соблюдения определенного качества поверхностей. Одним словом – это окончательный метод обработки. Процесс хонингования блока цилиндров происходит при постоянном соприкосновении инструмента с заготовкой. Удаление ненужного слоя происходит при помощи шлифовальных средств. Иногда этот процесс называют перекрестным шлифованием. Потому что он одновременно позволяет выполнять движения радиальное и относительно оси. Что бы получить необходимую крутизну углов, мастер регулирует скорость вращения шлифовального материала и скорость подачи заготовки.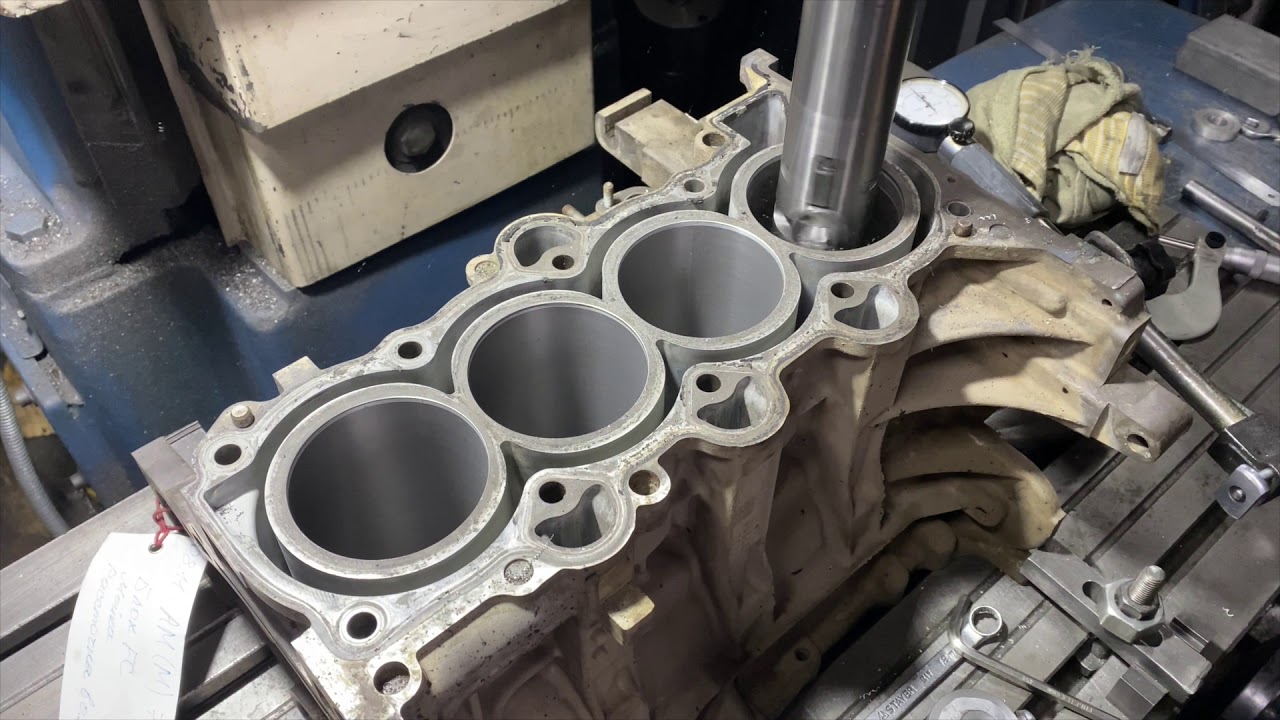
Видео «Расточка блока цилиндров»
Посмотрев видеозапись Вы увидите, как происходит процесс расточки блока цилиндров у автомобиля марки «ВАЗ».
Расточка блока цилиндра. Качественная расточка.
С течением времени и под влиянием высоких нагрузок дизельный двигатель начинает проявлять такие признаки неисправностей, как повышенный расход масла и топлива, неравномерная работа и прочие.
Часто это связано с тем, что геометрические показатели блока цилиндров двигателя постепенно изменяются и теряют свое соответствие требуемым нормам.
В этом случае сервисные и ремонтные центры предлагают услугу расточки. Проведение данной процедуры требует как особых навыков, так и наличие специализированного оборудования.
Читайте также: Расточка и хонингование
Перед тем, как приступить к расточке, в обязательном порядке производится дефектовка, которая позволяет определить степень износа деталей двигателя, выявить неисправности и их причины. Дефектовка проводится с помощью высокоточных инструментов. Механик измеряет размеры зазоров, диаметры поверхностей цилиндра, люфт вала внутри блока и пр.
Если диагностика выявила нарушение показателей геометрии цилиндров или наличие трещин и сколов на внутренней их поверхности, то производится расточка, в результате которой устраняются все деформированные элементы, а также восстанавливаются нормативные показатели параллельности и перпендикулярности всех плоскостей.
Технология процесса
Расточка блока цилиндра происходит в несколько этапов:
- — постепенное пошаговое снятие слоев поверхности при помощи специального оборудования;
- — выравнивание поверхности цилиндра до необходимых геометрических показателей;
- — окончательная обработка абразивным составом.
Расточку блока цилиндров проводят на специальных расточных станках, работающих на небольшой скорости. Благодаря этому механик имеет возможность провести процедуру с большой точностью (до сотых миллиметра). В результате качество обрабатываемой поверхности получается очень высоким.
Процедура расточки занимает довольно много времени. Растачивая блок, механик должен добиться параллельности всех цилиндров как по перпендикулярности к базе, так и по длине по отношению к ней. Необходимо выдерживать параллельность относительно постелей коленчатого вала, а не корпуса блока.
В процессе расточки убирается и «эллипс», и конусность цилиндров. Нормальным считается отклонение величиной не более 0,01 мм по всей длине цилиндра.
Расточку проводят с определенным припуском на хонингование (порядка 0,1 – 0,15 мм). Именно такой слой металла считается дефектным и убирается в процессе хонингования. Кроме того, небольшой припуск необходим, чтобы предотвратить перекос оси цилиндра при хонинговании.
Если двигатель растачивается с целью увеличения объёма гнезда для ремонтного комплекта, необходимо заранее знать размер гильз, под которые будет производиться расточка.
На внутренней поверхности блока цилиндра необходимо делать так называемые бороздки, которые представляют собой сделанные особым образом углубления. Они обеспечивают равномерное распределение моторного масла внутри цилиндра.
Расточка блока цилиндра производится перед хонингованием, поэтому к ее осуществлению стоит подходить ответственно и поручать только проверенным опытным профессионалам. Это очень тонкий процесс, от качества которого зависит успешность множества последующих ремонтных и сервисных операций, а также срок службы дизельного двигателя и его дальнейшая продуктивность.
ООО «Торент Дизель Сервис» предлагает услуги: ремонт дизельных двигателей, диагностика ДВС, ремонт ТНВД, ремонт дизельных форсунок Common Rail, ремонт КПП. Качество работ гарантируем. Звоните по телефонам вверху страницы.
Бердичев, Бердянск, Белая Церковь, Белгород-Днестровский, Борисполь, Бровары, Вишневое, Винница, Вознесенск, Владимир-Волынский, Горловка, Каменское (Днепродзержинск), Днепр, Днепропетровск, Донецк, Дрогобыч, Дунаевцы, Житомир, Желтые Воды, Запорожье, Ивано-Франковск, Ильичевск, Каменец-Подольский, Кировоград, Ковель, Коломыя, Кременчуг, Кривой Рог, Луганск, Луцк, Львов, Макеевка, Мариуполь, Мелитополь, Николаев, Миргород, Мукачево, Нежин, Никополь, Новая Каховка, Одесса, Александрия, Павлоград, Первомайск (Николаев), Полтава, Ровно, Сумы, Тернополь, Ужгород, Умань, Киев, Харьков, Херсон, Хмельницкий, Черкассы, Черновцы, Чернигов
Расточка блока цилиндров своими руками видео
О самостоятельной расточке блока цилиндров задумываются экономичные автолюбители, либо те, кто привык все ремонтные манипуляции выполнять своими руками. По этому поводу у большинства водителей сразу возникает вопрос: насколько целесообразно проводить подобную процедуру, которую никак нельзя назвать легкой, в условиях гаражного бокса? Ведь выполнять шлифовку блока, не имея специального оборудования и определенных навыков довольно проблематично. Помимо этого, невозможно до конца быть уверенным в точности проведения этой процедуры, но все же многие автовладельцы берутся за расточку блока цилиндров в домашних условиях.
Заметим, что опытные мотористы не одобряют проведение подобной процедуры. Хотя она может быть использована как крайняя мера для восстановления работоспособности мотоциклетных либо мопедных двигателей. Расточить блок цилиндров автомобильного силового агрегата можно несколькими способами, каждый из которых требует определенных усилий и затрат. Все же лучше всего выполнить эту процедуру на специальном расточном станке, поскольку в этом случае риск повредить блок сведен к минимуму. На станке можно получить идеальную расточку цилиндра (в случае если она будет сделана профессионалом), а вот при ручном исполнении таких результатов вряд ли удастся достичь.
Для чего это нужно?
Само понятие «расточка блока» подразумевает процесс восстановления геометрии цилиндров силового агрегата при помощи специальных станков. Главной предпосылкой к расточке блока является проведение капитального ремонта двигателя, однако сейчас процедура в основном проводится для увеличения его мощности.
Растачивать цилиндры при капитальном ремонте необходимо по той причине, что находящиеся в них поршни под воздействием высокого температурного режима, давления и прочих постоянных нагрузок, являются причиной нарушения геометрической формы цилиндров. Говоря проще от постоянного трения и высоких нагрузок цилиндр вместо идеально круглой формы, приобретает форму эллипса. Из-за этого поршень уже не может полностью прилегать к его стенкам, в результате чего образовывается значительный зазор, через который отработанные газы либо топливо проникают в картер, а моторное масло – в камеру сгорания.
Естественно, из-за всего этого силовой агрегат значительно теряет свою мощность, увеличивается потребление топлива и масла. Одним из верных признаков, свидетельствующих о необходимости проведения расточки двигателя, является увеличенный расход моторного масла. Помимо этого, следует обратить внимание на цвет отработанных газов. Если из выхлопной трубы начинает появляться сизовато-синий дым, не за горами капитальный ремонт силового агрегата.
Буквально несколько десятков лет назад невозможно было найти моторное масло либо охлаждающую жидкость хорошего качества, из-за этого возникали частые перегревы моторов. Доходило даже до того, что приходилось выполнять капремонт двигателя нового автомобиля спустя 30-50 тыс. км пробега. А агрегаты на грузовой и специальной технике приходилось восстанавливать намного чаще.
Сегодня ситуация изменилась кардинально. Современные смазывающие и охлаждающие жидкости позволяют значительно увеличить ресурс автомобильного двигателя. Сейчас средняя величина пробега до проведения капитального ремонта составляет примерно 200-250 тыс. км, причем, за год далеко не каждый автомобилист проезжает даже 12-15 тыс. км. Выходит, что этого ресурса силового агрегата должно хватить на более чем 15 лет эксплуатации. Далеко не каждое транспортное средство может выдержать столько.
Расточка блока в последнее время крайне редко применяется в качестве необходимой ремонтной меры. В основном эта процедура используется при тюнинге для увеличения объема и мощности двигателя. Но, во втором случае расточка проводиться лишь тогда, когда состояние стенок цилиндров позволяет ее выполнить. В этом случае необходима установка поршней с большим диаметром. Также для обеспечения корректности работы силового агрегата потребуется большее количество топливной смеси, поскольку его объем увеличится, соответственно, возрастет мощность.
Какие моторы можно точить, а какие нельзя?
Как известно, блок цилиндров может быть изготовлен из чугуна либо алюминия. Первый вариант, несмотря на некоторые минусы, к которым относятся высокая масса и низкий теплоотвод, обладает хорошей прочностью и идеально поддается проточке. Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Однако стенки его цилиндров покрывают специальным износостойким составом, из-за чего протачивать их не рекомендуется. Эта процедура попросту удалит покрытие со стенок, в результате чего цилиндры потеряют свою прочность и прослужат недолго.
Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень. Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Видео
Узнать, как расточить цилиндр (блок цилиндров) в домашних условиях, сегодня хотят многие. Тысячи просмотров видео обзоров тому явное свидетельство. Но, к сожалению, это удел лишь тех умельцев, которые способны не просто что-либо сделать, а сделать хорошо. Целесообразности проведения этой операции в своем гараже для тех автолюбителей, которые самостоятельный ремонт считают лишь одним из немногих хобби, мы не видим. Напротив, если вы легко справляетесь с ремонтом многих узлов двигателя, то и расточить блок цилиндров окажется вам по зубам.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи.
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
- Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
- Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Головка блока цилиндров, как и любой другой узел транспортного средства, периодически должна проходить процедуру диагностики и обслуживания. Что представляет собой расточка блока цилиндров? Зачем она делается и как ее осуществить своими руками в домашних условиях? Об этом с фото и видео вы сможете узнать в нашей статье.
Что такое расточка и зачем она нужна?
Снятая головка блока
Расточка блока цилиндров осуществляется в случае их износа. Как известно, не все каналы изнашиваются одновременно и равномерно.
С целью установления степени износа данных элементов ГБЦ эксперты производят оценку всей системы, которая позволяет определить параметры цилиндров:
- Расточка блока цилиндров делается в том случае, если первоначальные размеры компонентов изменились на пол-миллиметра в ВМТ (верхней мертвой точке) поршневого кольца. Здесь речь идет именно о кольце, а не о самом поршне.
- Если зафиксировано изменение размера на 1/3 миллиметра в точке контакта юбки самого поршня, а также стенке цилиндра.
Таким образом, если при диагностике было зафиксировано изменение параметров до размеров, указанных выше, то расточка просто необходима. В противном случае дефекты могут увеличиваться, что негативно отразиться на функционировании транспортного средства. Хуже такого исхода событий может быть только появление дефекта в виде ступеньки в верхней части цилиндра. Из-за этого выходят из строя поршневые кольца, соответственно, и посадочные места для них.
При несвоевременной расточке ГБЦ проблема будет развиваться и сопровождаться сильным стуком из-под капота. Собственно, и сам двигатель будет работать некорректно — вы будете чувствовать постоянную вибрацию, которая будет усиливаться при увеличении оборотов. В результате этого поршневые кольца не смогут корректно прилегать к стенкам непосредственно канала цилиндра. А это, в свою очередь, чревато тем, что выхлопные газы начнут попадать в картер, соответственно, будет нарушена компрессия мотора. Как результат — двигатель будет «кушать» масло, при чем огромными порциями.
Извините, в настоящее время нет доступных опросов.
По этим причинам поршневые кольца при регулярных ударах о стенки каналов со временем просто развалятся, при чем на маленькие части. Естественно, ни о каком восстановлении и речи быть не может, но хуже то, что они поцарапают и стенки цилиндров. В таких случаях ни гильзовка блока цилиндров, ни расточка, ни даже капремонт уже не сможет спасти мотор. К слову, гильзовка блока цилиндров может осуществляться методом замены или установки гильз в блоки, но сейчас не об этом.
Своевременная расточка ГБЦ дает возможность восстановить геометрию компонентов. Кроме того, при правильной расточке можно обеспечить необходимое положение сопряженных элементов относительно друг друга. Ведь в данном случае произвести только лишь правильную геометрию компонентов будет недостаточно, чтобы обеспечить равномерное положение всех элементов. Также важно обеспечить должную и равномерную сносность всех цилиндров, иначе это чревато не только деформированием деталей, но и появлением трещин и изгибов.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Запрос вернул пустой результат.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см. К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
- Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Видео «Расточка в домашних условиях»
Как сделать расточку дрелью — смотрите на видео.
Ход двигателя в зависимости от диаметра отверстия
Еще во времена Формулы-1, когда двигалась V-10, нередко можно было увидеть обороты двигателя почти до 20 000 об / мин — число, которое вы никогда не увидите на дорожных автомобилях. Это стало возможным только благодаря чрезвычайно короткому ходу двигателя и широкому проходу. Джейсон Фенске из Engineering Explained выпустил видео, в котором рассказывается, как именно изменение размеров двигателя может развить большую мощность, даже если его общий рабочий объем остается прежним.
Диаметр цилиндра двигателя — это диаметр каждого цилиндра, а ход — это расстояние внутри цилиндра, которое проходит поршень.По сути, максимальная мощность двигателя зависит от того, сколько оборотов он может развивать. Чем больше оборотов в минуту, чем больше ходов, тем больше мощности он выдает в целом. Поэтому логично, что самые мощные двигатели также имеют самые высокие обороты. Поскольку поршню с коротким ходом не нужно перемещаться так далеко за каждый цикл, он может преодолевать большее расстояние за то же время по сравнению с двигателем с более длинным ходом и меньшим внутренним диаметром. Это означает больше оборотов. Точно так же больший диаметр означает больший размер клапанов, а это значит, что он может всасывать и выталкивать больше воздуха в каждом цикле.А больше воздуха — больше мощности.
Работает и в обратном направлении. Допустим, ваша цель — эффективность, а не мощность. Таким образом, лучшим двигателем будет двигатель с маленьким диаметром цилиндра и большим ходом. Почему? Что ж, это немного сложнее, чем уравнение мощности, но оно включает площадь поверхности. По сути, чем больше площадь поверхности цилиндра во время сгорания, тем меньше энергии теряется на тепло, что приводит к более эффективному циклу.
Но это всего лишь простые объяснения.Если вы хотите узнать все, что нужно знать о диаметре ствола и ходу поршня, посмотрите видео Фенске выше.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
Выравнивание блока цилиндров с ЧПУ Растачивание Выравнивание растачивания с ЧПУ: MA, CT, RI, VT, NH, ME, NY, NJ
Выравнивание блока двигателя ЧПУ Растачивание
Синяя печать блока начинается с главной линии коленчатого вала .Эта поверхность корректируется с помощью процесса расточки на станке с ЧПУ. Деки блока и отверстия цилиндров скорректированы по средней линии коленчатого и распределительного валов. Затем отверстия цилиндров растачиваются на межосевое расстояние в соответствии со спецификациями чертежа. Этот процесс достигается за счет использования базового приспособления, которое ориентируется на осевую линию коленчатого и распределительного валов под истинными 45 градусами. Блок прощупывается от центральной линии, а затем указывается от места установки штифта. Это позволяет скорректировать расстояние между отверстиями и получить синюю печать поверхности деки под прямым углом к распределительному валу и осевой линии коленчатого вала под истинным углом 45 градусов.. Размеры рассчитаны на допуски удержания системы ЧПУ до 0001. Эта точность достигается с помощью станков с ЧПУ, специализированных базовых табличек и инструментов.
Блок двигателя с ЧПУ Выровняйте растачивание 2 болта на 4 болта Основные преобразования
Rottler F69A Линия блока двигателя с ЧПУ В процессе растачивания используется угловая фрезерная головка. Это практически исключает провисание прутка на традиционных расточных станках. Конечный результат — идеальное совмещение с круглыми и прямыми отверстиями главной линии.
Программа ЧПУ определяет местонахождение отверстий основных линий с точной настройкой и измерением «Чрезвычайной точности».
Система прямоугольного расточного отверстия с ЧПУ Rottler полностью исключает провисание прутка. Удаление абсолютного минимума материала из основного расточного канала нижнего блока. Превосходный метод.
Слайд-шоу для растачивания основной линии с ЧПУ
Видео о расточке блока цилиндров двигателя Nascar
Двигатели с ЧПУ Растачивание блочной линии и преобразование основной крышки с прорезями с помощью спецификаций чертежа блока двигателя и строгих допусков.Rottler F65A CNC Blueprinting process и CNC Engine Block Machine обеспечивают высокое качество.
Диаметр отверстия Vs. Инсульт — какой из них стоит больше энергии?
Один из основных клиентов хот-роддинга ищет способы добавить больше мощности. Один из популярных способов сделать это — добавить смещение. Для этого в конфигурации двигателя есть два измерения, которые определяют рабочий объем: диаметр цилиндра и ход двигателя.
Рискуя заявить очевидное, внутренний диаметр двигателя равен диаметру цилиндра (и поршня внутри него), а ход — это расстояние по вертикали, которое поршень проходит внутри цилиндра.Как в реальной жизни, так и в Интернете ведется много споров о том, какое измерение стоит большей силы.
Введите Джейсона Фенске из инженерного отдела. С его желанием объяснить, как работает практически все, что угодно, автомобильная промышленность, он взял на себя эту тему. «Если ваша цель — создать как можно больше лошадиных сил, есть причины, по которым выгоднее использовать больший диаметр цилиндра по сравнению с длиной хода», — начинает Фенске. Однако, если ваша цель — создать двигатель, который будет максимально эффективным, есть причины использовать более длинный ход по сравнению с диаметром цилиндра.”
Для того, чтобы полностью проиллюстрировать различия, он привел несколько довольно крайних примеров на обоих концах спектра (больше, чем растачивание заводского двигателя на 0,040 дюйма или добавление хода 0,5 дюйма).
Здесь вы можете увидеть размеры цилиндров в качестве примера, использованных во всех расчетах, все они имеют рабочий объем 0,5 литра (30,5 кубических сантиметров). Слева находится цилиндр больше, чем, но с соотношением цилиндров к цилиндру двигателя F1, типичный квадратный цилиндр, который встречается во многих 2.0-литровый двигатель I4 и 3.0-литровый V6, а также увеличенный длинноходный цилиндр, имеющий противоположное отношение диаметра цилиндра к ходу поршня, как у двигателя F1.
«В рамках этого обсуждения мы обсудим три цилиндра с одинаковым рабочим объемом. У всех будет полулитровый рабочий объем, а середина дорожного примера будет квадратной с диаметром отверстия 86 мм (3,386 дюйма) и ходом поршня 86 мм. Квадратный цилиндр объемом 0,5 литра используется во многих дорожных двигателях, особенно в 2,0-литровых I4 и 3,0-литровых V6 », — говорит Фенске
.
Для примера с двигателем с прямоугольным сечением (диаметр цилиндра больше хода) Fenske создал 117 мм (4.Диаметр цилиндра 606 дюймов, ход поршня 47 мм (1,850 дюйма). «Таким образом, соотношение цилиндров к ходу поршня сравнимо с двигателем F1», — объясняет Фенске. «Как правило, цилиндры F1 не такие большие, но эти размеры обеспечивают, например, цилиндры одинакового рабочего объема».
Для нижнего квадрата (ход больше диаметра отверстия) был создан другой цилиндр увеличенных размеров с внутренним диаметром 63 мм (2,480 дюйма) и ходом 158 мм (6,220 дюйма). У этого цилиндра обратное соотношение диаметра цилиндра к ходу хода по сравнению с двигателем F1 », — говорит Фенске.«Диаметр 63 мм с ходом 158 мм — это далеко не то, что вы обычно используете в дорожных автомобилях, но это поможет проиллюстрировать основные моменты».
Создание лошадиных сил
Одна вещь, которую следует помнить о лошадиных силах, особенно при погоне за ней, заключается в том, что это расчетная единица, и, по сути, это крутящий момент во времени. «Одна из важнейших составляющих мощности — это то, насколько быстро вы можете увеличить обороты двигателя», — говорит Фенске. «Это функция крутящего момента, умноженного на число оборотов в минуту, умноженного на 5 252 (в английских единицах измерения).Если крутящий момент остается постоянным, что нелегко сделать, мощность в лошадиных силах просто зависит от числа оборотов в минуту. Если вы можете увеличить обороты двигателя, вы сможете получить больше мощности, и это конечная цель ».
Существует множество факторов, определяющих максимальную скорость двигателя, но для целей этого гипотетического обсуждения Fenske предпочитает использовать скорость поршня в качестве окончательного ограничивающего фактора потенциальной гипотетической скорости двигателя.
«Уменьшая длину хода, вы можете увеличить предел числа оборотов в минуту.Автомобильные двигатели обычно не превышают 25 метров в секунду. Как только вы превысите этот лимит, у вас начнутся проблемы. Мы можем довольно легко вычислить среднюю скорость поршня для различных примеров, используя следующее уравнение:
«Если мы знаем скорость поршня, мы можем подключить ее, а затем сделать некоторое деление и вычислить максимальное число оборотов в минуту на основе длины хода», — объясняет Фенске. «Для цилиндра с квадратной формой максимальная частота вращения составляет 16 000 оборотов в минуту. Для квадратного цилиндра это около 8700 об / мин, а для нашего недостаточно квадратного цилиндра наш предел будет около 4700 об / мин.Поскольку конфигурация с более коротким ходом может иметь более высокие обороты, она имеет больше рабочих ходов в секунду и, следовательно, дает больше мощности ».
Fenske отмечает, что тот факт, что конфигурация двигателя может достигать 8700 об / мин без превышения скорости поршня, не означает, что двигатель будет иметь такие высокие обороты. Помимо скорости поршня, существуют и другие ограничивающие факторы.
Вторым преимуществом установки с большим отверстием является ее физически больший размер. «Это связано с размером ваших клапанов и количеством воздушного потока, который мы можем пройти через двигатель», — говорит Фенске.Имея возможность устанавливать клапаны физически большего размера, вы можете перемещать больше воздуха в цилиндр и из него.
«Начиная с примера двигателя с диаметром цилиндра 80 мм, мы скажем, что он имеет два 30-миллиметровых впускных клапана и два 25-миллиметровых выпускных клапана. Используя этот пример, мы масштабируем его до наших примеров цилиндров », — постулирует Фенске.
«После масштабирования самый большой цилиндр имеет два впускных клапана 44 мм по сравнению с впускными клапанами 24 мм в примере с малым диаметром отверстия, а выпускные клапаны имеют размер 37 мм в примере с большим диаметром и 20 мм в самом маленьком.Теперь, если дать этим выпускным клапанам точно такой же подъем (5 мм), площадь впускных клапанов в самом большом примере составляет около 25,2 квадратных сантиметра; Например, 86-миллиметровый размер составляет 18,6 кв. см, а диаметр отверстия 63 мм — около 13,7 кв. см ».
Очевидно, что возможность перемещать почти вдвое больше воздуха является преимуществом для большего диаметра в этом примере, но в практических приложениях разница между «малым отверстием» и «большим отверстием» гораздо менее значительна. Тем не менее, Фенске поднимает хороший момент в видео о больших клапанах и снижении объемного КПД на низких оборотах, но это кроличья нора на другой день.
В дополнение к более короткой длине хода и соответствующему теоретическому более высокому пределу оборотов, больший диаметр отверстия позволяет устанавливать большие клапаны в головку блока цилиндров, что, в свою очередь, увеличивает максимальный потенциал воздушного потока двигателя.
Создание эффективности
Иногда максимальная мощность не является целью, а цель состоит в том, чтобы иметь эффективный универсальный двигатель, например, уличный автомобиль. Согласно общей логике машиностроения, более длинный ход обеспечивает такую эффективность по сравнению с большим диаметром отверстия.
«Одна из причин, почему я часто слышал, почему длинноходные двигатели более эффективны, заключается в том, что площадь их поверхности относительно объема внутри цилиндра я мала, что означает меньшую общую площадь для отвода тепла. к, во время горения. Это означает, что большая часть этого тепла превращается в полезную работу, толкающую поршень вниз », — говорит Фенске.
«Вычислить площадь поверхности для наших примеров достаточно просто, и мы обнаружили, что квадратный двигатель имеет площадь поверхности 386 см2, квадратный двигатель имеет площадь 349 см2, а длинноходный двигатель имеет площадь поверхности. площадь 378 кв. см.Итак, мы видим, что по мере того, как вы уходите в любом направлении от квадратной конструкции двигателя, вы начинаете получать большую площадь поверхности ».
Может показаться, что эти числа не подтверждают идею о том, что более длинный ход более эффективен. Однако Фенске указывает на недостаток в использовании общей рабочей площади цилиндра. «Вы должны учитывать степень сжатия и то, как выглядит цилиндр во время сгорания», — объясняет он.
«Подквадратный цилиндр на самом деле ближе всего к квадратному (во время горения) в этом примере.Посчитав числа в точке сгорания, вы увидите, что длинноходный цилиндр имеет наименьшую площадь поверхности и теперь превращает большую часть тепла от сгорания в полезную работу ».
Цифры в правом верхнем углу (386, 349 и 378) показывают, что общая площадь поверхности увеличивается по мере удаления от «квадратной» конфигурации. Однако учет формы цилиндра при сгорании (середина-нижний правый угол) показывает, что длинноходный цилиндр на самом деле ближе всего к квадрату в точке сгорания, что делает его конструкцию более эффективной.
С этим также связана продолжительность горения, которая, предупреждаем, становится сложной. «Логика здесь в том, что чем быстрее вы сможете сжечь топливовоздушную смесь, тем эффективнее будет ваш двигатель. Простой ответ на вопрос, почему малокалиберный длинноходовой двигатель сжигает заряд быстрее, заключается в том, что фронт пламени имеет меньшее расстояние для перемещения », — говорит Фенске.
«К тому времени, когда фронт пламени достигает стенки цилиндра двигателя с квадратной формой, поршень перемещается дальше по каналу цилиндра, чем в цилиндре с меньшим диаметром, и вы получаете менее эффективное сгорание.”
Если вы действительно хотите погрузиться в тяжелую работу по вопросу о продолжительности ожога, перейдите к отметке 11:34 на видео, где Фенске рассказывает об обнаруженном им исследовании и объясняет опубликованные результаты. Это точно интересно.
Хотя эти примеры являются скорее иллюстративными, чем практическими, они действительно показывают различия в диаметре ствола и ходу в общих чертах. Фенске заканчивает видео заявлением об отказе от ответственности, говоря: «Конечно, есть исключения из всего, что мы обсуждали.Тот факт, что двигатель имеет большой диаметр цилиндра, не означает, что он не может быть эффективным. Тот факт, что двигатель имеет большой ход, не означает, что он не может вырабатывать тонну лошадиных сил. Но вот что вы увидите, если изолировать эти переменные по отдельности ».
Простое объяснение продолжительности горения в правом верхнем углу показывает, что у фронта пламени просто меньше расстояния, чтобы пройти для полного горения. Иллюстрация в нижнем левом углу относится к исследованию, которое Фенске представил Юго-Западным исследовательским институтом, и довольно интересна, если не глубже, в научных исследованиях, чем мы можем здесь разобраться.
Установка гильз цилиндров | KnowYourParts
Поврежденные и изношенные блоки цилиндров из чугуна и алюминия давно ремонтируются с использованием сухих гильз. Установка ремонтной втулки часто может спасти блок, если цилиндр имеет чрезмерный износ конуса или имеет трещины, царапины или другие повреждения, а также растачивание поврежденного цилиндра. Аналогичным образом, чтобы восстановить цилиндры до новых размеров, все цилиндры в блоке могут быть заменены втулками, если все цилиндры сильно изношены.
Основным преимуществом использования втулок перед растачиванием цилиндров и установкой поршней и колец увеличенного размера является экономия средств за счет отсутствия необходимости замены поршней и колец. Кроме того, многие блоки слишком тонкие, чтобы надежно выдерживать растачивание без втулок. И если мы говорим об алюминиевом блоке со встроенными железными втулками, обработка исходных втулок и установка новых (мокрых или сухих) может быть единственным способом сохранить (или изменить) блок.
Модификации рабочих характеристик
Для высокопроизводительных применений муфты также имеют ряд преимуществ.Смещение блока цилиндров ограничено расстоянием между центрами отверстий и толщиной отливки. Если блок представляет собой отливку из толстых стенок, вы можете увеличить рабочий объем двигателя, растачивая цилиндры для увеличения размера и / или используя кривошип. Шатуны Stroker популярны, потому что требуют меньшего количества модификаций. Кривошипы с длинным ходом хороши для низкого крутящего момента, но конфигурация с коротким ходом и большим отверстием под квадрат лучше для высоких оборотов. Следовательно, если вы создаете двигатель с высокими рабочими характеристиками, вы можете захотеть увеличить размер отверстия, а не полагаться на увеличенный ход для создания большей мощности.
Если вы устанавливаете сухие втулки в блок для увеличения рабочего объема, вы можете удалить только определенное количество металла, прежде чем у вас закончится блок для поддержки больших гильз цилиндра. Один из способов преодолеть этот предел — выполнить преобразование мокрой муфты. Имеющиеся цилиндры подвергаются механической обработке и на их место устанавливаются мокрые гильзы. Установка требует значительных модификаций блока и точной обработки с ЧПУ, чтобы он мог работать с мокрыми втулками, но результаты того стоят.Поскольку охлаждающая жидкость находится в прямом контакте с внешней стороной рукава, мокрые рукава обычно могут выдерживать гораздо более высокие мощность и тепловые нагрузки. Следовательно, вы получаете повышенную прочность и надежность, а также больший рабочий объем. Комплекты для переоборудования мокрых гильз доступны для некоторых импортных двигателей последних моделей, а также для отечественных двигателей V8.
Советы по установке сухих рукавов
Одно из наиболее важных решений, которые вам придется принять при установке сухих рукавов, — это то, какой размер посадки с натягом подходит для конкретного применения.Алюминиевые блоки имеют большее тепловое расширение, чем блоки из чугуна, поэтому для них обычно требуется большая посадка с натягом, чтобы муфты не двигались. Итак, сколько помех вам нужно?
Ответы будут зависеть от того, кого вы спрашиваете. Разные поставщики гильз давали нам разные рекомендации. Согласно одному из них, для большинства алюминиевых блоков обычно требуется посадка с натягом от 0,003˝ до 0,004˝ между безфланцевыми втулками и блоком, чтобы втулки оставались на месте. Если в блок можно установить втулку с фланцем, то натяг может вообще не понадобиться.
Другой сказал, что посадка с натягом от 0,0015˝ до 0,003˝ — это все, что вам нужно для большинства алюминиевых блоков, и если вы выйдете намного дальше 0,004˝, вы, вероятно, исказите блок. Деформация отверстия — это плохо, потому что оно препятствует тому, чтобы отверстие получилось круглым, когда вы его затачиваете. Это препятствует хорошему уплотнению колец и допускает потери при продувке и сжатии; ни один из них не является хорошим для выбросов или производительности.
Один поставщик сказал, что они полностью изменили свое мнение о посадке с натягом для некоторых применений в алюминиевых двигателях.Втулки можно установить с минимальным натягом (от 0,0005˝ до 0,001˝) и зафиксировать на месте с помощью анаэробного герметика. На нижнюю треть цилиндра наносится герметик, такой как Loctite 518, чтобы удерживать его на месте и предотвращать миграцию масла вверх между нижним концом втулки и блоком. Все, что попадает между муфтой и блоком (будь то масло, нагар или даже воздух), может помешать хорошей теплопередаче.
Для чугунных блоков с водяным охлаждением общая рекомендация по установке сухих безфланцевых втулок — использовать около.0015˝ до .002˝ посадки с натягом. Один из способов упростить установку втулки при улучшении теплопередачи — слегка затонировать цилиндр с помощью песчинок №280 после того, как он будет расточен для установки втулки. Более гладкая отделка внутри отверстия улучшит контакт металла с металлом между втулкой и блоком, когда втулка вставлена на место.
На некоторых двигателях небольшого рабочего объема с воздушным охлаждением (например, мотоциклетных и небольших двигателей) может потребоваться дополнительная посадка с натягом, поскольку цилиндры работают при более высоких температурах.Мы слышали о производителях двигателей, которые использовали посадку с натягом от 0,006˝ до 0,008˝, чтобы гарантировать, что гильзы останутся на месте.
Еще нужно иметь в виду, что если вы устанавливаете гильзу только на один поврежденный цилиндр в блоке, чтобы отремонтировать его, втулка может несколько исказить соседние цилиндры, особенно если вы используете большую посадку с натягом. В результате могут возникнуть проблемы с уплотнением колец, потери на сжатие и прорыв в соседних цилиндрах.
Использование торсионных пластин при расточке и хонинговании блока — это один из способов минимизировать или исправить деформацию отверстия цилиндра.Фактически, пластины против проворачивания могут потребоваться на многих тонкостенных блоках (с муфтами или без них) для достижения действительно хорошей обработки отверстия, круглой и прямой. Установите упорную пластину и прокладку головки на блок, а затем затяните болты головки в соответствии со спецификациями перед хонингованием.
Измерение интерференции
Чтобы точно определить величину натяга, вам нужны два измерения: средний внешний диаметр (OD) втулок и средний внутренний диаметр (ID) отверстий в блоке.Для измерения этих размеров вам понадобится точный микрометр с внешним диаметром и микрометр с внутренним диаметром или калибр внутреннего диаметра.
Измерьте размер рукава вверху, посередине и внизу. Запишите числа. Затем поверните втулку на 90 градусов и повторите измерение. Усредните вместе все эти числа, чтобы рассчитать средний наружный диаметр муфты.
Затем проделайте то же самое с отверстием. Измерьте верхнюю, среднюю и нижнюю часть, затем поверните калибр или микрофон ID на 90 градусов и повторите. Опять же, усредните числа вместе.Размеры внутреннего диаметра отверстия должны быть меньше размеров внешнего диаметра втулки, чтобы обеспечить посадку с натягом.
Вычтите средний внутренний диаметр отверстия из внешнего диаметра втулки, чтобы определить посадку с натягом.
Простая установка
Старый способ установки сухой втулки заключался в том, чтобы поместить ее в отверстие, положить деревянный брусок поверх втулки и затем вбить его в блок с помощью молотка. Возможно, это сработало много лет назад, когда размеры и зазоры не так важны, как сегодня, но такая процедура установки не имеет места в сегодняшних механических цехах.
Рекомендуемый способ установки втулок — охлаждение или замораживание втулок и предварительный нагрев блока. Помещение рукавов в бытовую морозильную камеру обычно приводит к уменьшению их внешнего диаметра примерно на 0,002˝. Упаковка их сухим льдом или опрыскивание жидким азотом приведет к еще большей усадке, обычно около 0,003˝ или около того. Это часто позволяет рукавам сразу же вставлять их с минимальными усилиями или без них, что снижает риск их повреждения или деформации. Небольшой предварительный нагрев блока примерно до 120 градусов также немного откроет отверстия, что упростит установку.Если вам нужно приложить силу, чтобы вставить втулку на место, не ударяйте по ней молотком, а используйте оправку, чтобы вдавить ее.
Вот еще один совет для производителей мощных двигателей: снимите напряжение с блока после наложения рукавов, установив блок на вибростол и дав ему встряхиваться с высокой частотой в течение 15–30 минут. Криогенная обработка блока (замораживание до минус 300 градусов по Фаренгейту ниже нуля в длительном медленном цикле замораживания и оттаивания) — еще один метод, который может снять напряжение с блоков и уменьшить деформацию блока.
Отделка цилиндров
После установки втулок внутреннюю часть цилиндра можно обработать в соответствии со спецификациями. Для правильной посадки и уплотнения колец требуется отделка, которая обеспечивает хорошую опору для колец, удерживает масло и не требует длительного периода приработки. Для большинства двигателей поздних моделей и двигателей с высокими характеристиками это означает выход на плато.
Обработка отверстия плато — это то, что в конечном итоге образуют все типы колец, когда они полностью установлены на место, поэтому чем ближе отверстие может быть предварительно обработано до состояния плато, тем меньше изнашиваются кольца и цилиндры при обкатке двигателя, тем лучше кольца будут запечатываться с самого начала, и тем дольше они прослужат.
Для колец из молибдена можно использовать двухэтапный процесс хонингования для достижения плато. Сначала отшлифуйте обычным абразивным материалом на основе карбида кремния с зернистостью # 280. Затем коротко коснитесь отверстий абразивным камнем №400 или несколько раз нанесите на них шлифовальный инструмент или кисть с абразивным нейлоном.
Если цилиндры хонингованы алмазными камнями, вы можете обработать отверстия более мелким алмазом, мелкозернистым абразивным абразивом или щеткой.
Если вы не наносите плато на цилиндры, хонингование камнями из карбида кремния зернистостью # 220 хорошо работает с обычным чугуном или хромированными кольцами.Используйте абразивные камни № 280 для колец с молибденовым покрытием или камни от № 320 до № 400 для колец из молибдена, если двигатель строится для гонок или производительности.
После заточки цилиндров не забудьте очистить их теплой мыльной водой и щеткой, чтобы удалить весь хонинговальный и металлический мусор. Это часто упускаемый из виду шаг, который может в спешке испортить новый набор колец.
Мокрая гильза для дизельного двигателя
Если вы ремонтируете дизельный или промышленный двигатель с мокрыми гильзами, посадка с натягом не является проблемой.Большинство таких лайнеров представляют собой простую установку со скользящей посадкой, и многие из них предварительно обработаны в соответствии со спецификациями. Тем не менее, вы должны уделять пристальное внимание состоянию расточенных отверстий в блоке, чтобы вкладыши поддерживались должным образом, особенно если двигатель ранее был восстановлен. Если цековка, поддерживающая фланец гильзы, повреждена или корродирована, ее необходимо будет заново обработать, чтобы обеспечить надлежащую поддержку гильзы.
Используйте тип смазки для уплотнений, указанный производителем. Использование неправильного типа смазки может вызвать набухание уплотнения, что приведет к неправильной установке лайнера.
Если старые футеровки имеют сильный налет извести или накипи снаружи, необходимо очистить рубашки охлаждения в блоке, а также остальную часть системы охлаждения. Все, что прилипает к внешней стороне лайнера, может препятствовать передаче тепла.
Для многих дизельных двигателей последних моделей требуются гильзы цилиндров с индукционной закалкой из высокопрочного чугуна или другого типа из высококачественного износостойкого сплава железа. Более дешевые материалы не выдержат и, скорее всего, приведут к быстрому износу и преждевременному выходу из строя.Лайнер хорошего качества должен легко прослужить 500 000 миль или более в грузовике повышенной проходимости класса 8.
Выступ вкладыша также должен быть правильным для правильного уплотнения прокладки головки блока цилиндров. Если одна гильза цилиндра расположена выше, чем гильзы в соседних цилиндрах, это может повлиять на герметичность.
Блоки двигателя: все, что вам нужно знать
блок двигателя
, также называемый
блок цилиндров
или просто
блок
, это самая большая и тяжелая часть двигателя.Снимите все с двигателя, и этот кусок литого металла останется последним. Его основное предназначение — вмещать цилиндры, в которых работают поршни, а также в нем есть каналы, через которые перекачиваются масло и охлаждающая жидкость. Практически все современные блоки также образуют корпус для коленчатого вала, область, называемую
блок-картер
.
Поскольку блок большой и прочный, он является идеальным местом для установки многих других частей двигателя — генератора, водяного насоса, насоса гидроусилителя рулевого управления и стартера — все они прикручены к блоку болтами.
Блоки представляют собой неразъемную отливку из чугуна или алюминиевого сплава. За последние два десятилетия алюминиевый сплав все чаще использовался для изготовления блоков цилиндров из-за его небольшого веса. До этого блок делали из чугуна, который намного тяжелее. Чугунные блоки прочнее алюминия и до сих пор широко используются, особенно в дизельных двигателях из-за более высоких действующих сил сжатия.
Компоненты блока цилиндров
Цилиндров
Цилиндры
— это пространства, в которых перемещаются поршни.Это большие отверстия точной формы, которые проходят через весь блок, с гладкими стенками, которые создают уплотнение с поршнем.
В блоках, изготовленных из чугуна, цилиндры обычно обрабатываются непосредственно в блоке, стенки растачиваются гладко, а затем обрабатываются в процессе, называемом хонингованием. Алюминий мягче и более подвержен износу, поэтому в блоках из алюминиевого сплава будут использоваться более твердые металлические гильзы цилиндров или гильзы, которые помещаются в форму перед заливкой или закачиванием расплавленного алюминия.Такие вкладыши иногда также используются там, где цилиндр необходимо отремонтировать или увеличить. Стенки цилиндра могут иметь специальное покрытие для уменьшения трения и улучшения теплопроводности.
Обработка поверхности стенок цилиндра имеет жизненно важное значение, поскольку трение между поршнем и стенками цилиндра обычно составляет 20% трения в двигателе. Когда поршень движется вверх и вниз по цилиндру, он должен скользить по масляной пленке, избегая любой контакт металл-металл. Итак, мы хотим, чтобы стены были гладкими, чтобы избежать трения, но если стены слишком гладкие, масло не прилипнет к ним.Слишком грубые стенки повредят поршневые кольца в местах контакта. Требуется тонкая штриховка, которая создает миллионы крошечных ромбовидных областей, которые могут действовать как резервуары.
Размер и количество цилиндров являются основными показателями объема двигателя. Чем больше цилиндров, тем больше цилиндры дают больше мощности.
Охлаждающая жидкость
При работающем двигателе стенки цилиндров сильно нагреваются — и это специально; одна из их основных функций — отвод тепла от поршня.Цилиндры окружены полостями, называемыми
водные рубашки
через которую перекачивается охлаждающая жидкость водяным насосом. Как только двигатель нагреется до температуры, охлаждающая жидкость проходит через радиатор, где охлаждается.
Проходы спроектированы таким образом, чтобы вся система могла быть полностью осушена, и во избежание любых карманов, в которых может скапливаться воздух и образовываться пар.
Обычно поток охлаждающей жидкости в двигателе направлен вверх из-за того, что горячие жидкости естественным образом поднимаются над холодными.Внутри двигателя есть две схемы потока: при последовательном потоке охлаждающая жидкость проходит через все цилиндры, затем вверх в головку и обратно к передней части двигателя. Параллельным потоком охлаждающая жидкость попадает в головку через отверстия рядом с каждым цилиндром.
Масляные каналы
Масляные каналы внутри двигателя называются
галереи
. Масло перекачивается масляным насосом из поддона и по галереям.Эти каналы позволяют маслу достигать коленчатого вала и головки блока цилиндров. В этом двигателе Mazda есть галереи, по которым масло подается к маленьким форсункам, которые разбрызгивают нижнюю часть поршней, чтобы они оставались холодными.
Нефтяные штольни высверливаются в блоке после его заливки. Будут вставлены заглушки, чтобы заглушить концы галерей после того, как они были обработаны.
Возможно, к блоку будут прикреплены масляный фильтр и датчик давления масла. В показанном двигателе Mazda оба находятся в блоке.
Палуба
Верхняя поверхность блока, на которой находится головка блока цилиндров, называется
колода
. Он идеально ровный и сопрягается с нижней стороной
ГБЦ
. Между блоком и головой будет
прокладка головки
. На двигателе с более чем одной головкой блока цилиндров, например, в V, W или плоской компоновке, будет площадка, где каждая из головок блока цилиндров встречается с блоком.
Головка блока цилиндров плотно прикручена к блоку, потому что пространство, образованное между стенками цилиндра, головкой и верхней частью поршня, является камерой сгорания и принимает на себя огромную силу детонации топлива.Поскольку блок массивный и изготовлен из чугуна, он редко коробится, и поэтому настил блока редко нуждается в механической обработке при восстановлении двигателя. Это контрастирует с нижней стороной меньшей, более податливой головки блока цилиндров, которая может легко деформироваться.
Картер
Практически все современные блоки цилиндров имеют внизу область, в которой находится
коленвал
. Эта область, которая окружает коленчатый вал, называется
блок-картер
.
Коленчатый вал сидит в седлах, окружен подшипниками, а затем зажат крышками коренных подшипников.
Отверстие в нижней части картера будет закрыто масляным поддоном или поддоном, в котором находится моторное масло. Между масляным поддоном и блоком может быть прокладка, или, для этой Mazda, масляный поддон герметизирован жидкой прокладкой, которая по сути похожа на силиконовый герметик.
Подушки двигателя
Блок двигателя используется как точка крепления между двигателем и шасси.Кронштейны, называемые опорами двигателя, прикрепляются болтами к блоку двигателя, а затем через резиновые опоры к шасси или подрамнику.
Заглушки сердечника
Вокруг блока есть отверстия, закрытые металлом.
стержневые заглушки
, также называемый
пробки для замораживания
или
расширительные заглушки
. Несмотря на свое название, эти заглушки — всего лишь остатки процесса литья: в форме для блока используется сжатый песок, чтобы сформировать внутренние пространства, такие как водяные рубашки.Когда металл затвердевает, этот песок встряхивается и вымывается из двигателя через эти большие отверстия. Иногда обработка производится также через отверстия. Затем в отверстие вдавливают тонкую металлическую заглушку, чтобы закрыть его. Если охлаждающая жидкость внутри блока замерзнет из-за недостаточного количества антифриза для внешней температуры, то он расширится. В этой ситуации возможно, что заглушки выскочат до того, как блок треснет, хотя это ни в коем случае не обязательно, и это действительно незначительное побочное преимущество наличия заглушек.
Эти заглушки могут подвергаться коррозии в течение всего срока службы блока и могут начать протекать. Их можно снимать и заменять. Во время ремонта двигателя, возможно, потребуется удалить пробки, чтобы полностью промыть двигатель.
Вспомогательные крепления
В различных точках блока имеются резьбовые отверстия с плоской обработанной поверхностью. Эти точки крепления называются
бобышки
.
Неисправности
Сам блок очень прочный.Он маловероятен из-за своей массы, а коррозия снаружи оказывает незначительное влияние. Блок двигателя редко нуждается в обслуживании в течение срока службы обычного автомобиля, неисправности обычно обнаруживаются и устраняются только во время полного восстановления двигателя. Устранение неисправностей в блоке двигателя может быть очень дорогостоящим, в основном из-за трудозатрат на разборку двигателя для ремонта.
Трещины
В блоке двигателя могут образоваться трещины как внутри, так и снаружи.Если есть подозрение на трещину, перед разборкой двигателя можно добиться некоторого успеха с помощью химического герметика для блоков. Это химические присадки, которые добавляются к охлаждающей жидкости и могут закрыть небольшие трещины в системе охлаждающей жидкости.
Чугунный блок проверяется на наличие трещин с помощью процесса, называемого магнитным плавлением, при котором цветной металлический мелкодисперсный порошок разбрызгивается на блок, в то время как ток применяется для создания магнитного поля. Это поле сильнее вокруг трещин и притягивает порошок к мелким трещинам, что делает их хорошо заметными.
Алюминиевые блоки проверяются на наличие трещин с помощью набора для испытаний с применением пенетрантного красителя. Они работают с использованием цветного красителя, который проникает в трещины и делает их более заметными.
Как только трещина обнаружена, ее можно сварить, но это работа специалистов, потому что литые материалы сложно сваривать, не ослабляя прилегающую зону.
Износ цилиндра
Со временем на стенках цилиндров из-за высокой температуры образуется глазурь.Если двигатель ремонтируется, цилиндры должны быть очищены от глазури и проверены. Удаление глазури можно произвести, протерев стены денатурированным спиртом или разбавителями для краски, также можно использовать хонинговальный инструмент.
Цилиндры могут иметь коническую форму, при которой верхняя часть цилиндра сужается к низу. Это связано с тем, что основной износ происходит там, где поршневые кольца соприкасаются со стенкой цилиндра. Цилиндры также могут иметь овальную или овальную форму. В обоих случаях, если это превышает допуск производителя, цилиндры необходимо подвергнуть механической обработке.Диаметр цилиндра следует измерять циферблатным индикатором.
Подшипники коленчатого вала
Седла коленчатого вала могут изнашиваться или смещаться из-за перекоса. Это приводит к неравномерному зажиму коленчатого вала. Процесс обработки для увеличения и выравнивания седел коленчатого вала называется расточкой.
Модификации и обновления
Растачивание двигателя
Одним из способов увеличения мощности двигателя является увеличение его мощности, то есть количества пространства для топлива и воздуха над поршнем.Объем внутри цилиндров можно увеличить, сделав их шире в процессе, известном как расточка двигателя или
высверливание
. В механическом цехе цилиндры растачиваются для увеличения диаметра, при этом гарантируя, что цилиндр движется точно перпендикулярно коленчатому валу. Как только это будет сделано, двигателю потребуются поршни и поршневые кольца увеличенного размера, подходящие для цилиндра нового размера.
Как делается блок двигателя
Все блоки, за исключением особо специализированных, отливаются путем заливки расплавленного металла в формы.Исторически двигатели отливали из чугуна, но все чаще используется алюминиевый сплав из-за его меньшего веса. В этом видео показан процесс производства блока цилиндров.
Литье блоков цилиндров — это процесс массового производства, поэтому специализированные блоки, обычно единичные для изготовления на заказ, фрезеруются из цельного куска алюминия. Он известен как блок цилиндров двигателя, после куска твердого алюминия.
В этом видео из цельного блока алюминия весом 170 кг превращается в блок двигателя.
Станок сверлильно-шлифовальный для блоков цилиндров — ACF200
Аксессуары и запчасти
PV1516
PV1516 60 ° — 90 ° Монтажное приспособление для V-образного блока
PV0025
PV0025 Пара быстрозажимных колонн
PV0007
PV0007 Пара параллельных опор H = 49 мм
PV0160
PV0160 Пара параллельных опор
UT1320
Держатель инструмента 3/8 ”CBN / PCD
UT1355
Вставка из CBN 1/2 ”для чугуна
UT1356
Вставка PCD 1/2 ”для алюминия
B03560
Ø 35 ÷ 60 мм L = 330 мм расточный набор с регулировкой индикатора часового типа
B06085
Ø 60 ÷ 85 мм L = 320 мм расточный набор с регулировкой индикатора часового типа
C03560
Ø 35 ÷ 60 мм L = 330 мм расточный комплект с системой предварительной настройки
C06085
Ø 60 ÷ 85 мм L = 320 мм расточный комплект с системой предварительной настройки
C85170
Ø 85 ÷ 170 мм L = 360 мм расточный комплект с системой предварительной настройки
B85170
Ø 85 ÷ 170 мм L = 360 мм набор для растачивания стрелочного индикатора
PF0320
Диаметр фрезерного диска 1/2 ”CBN или PCD.320 мм (доступно только для ACF)
UT1330
Держатель пластинчатого инструмента 1/2 ”CBN / PCD
UT1345
Вставка из CBN 3/8 ”для чугуна
UT1346
Вставка 3/8 ”PCD для алюминия
SSR200
Стеллаж для хранения шпинделей
BOREINSPECT: бесконтактное трехмерное измерение отверстий
Модели интерферометра MICROCAM
| MICROCAM-3D | MICROCAM-4D | |||
|---|---|---|---|---|
| Общие характеристики | ||||
| Технологии | низкокогерентная интерферометрия | |||
| Длина волны света | 1310 нм, инфракрасный | |||
| Размер корпуса интерферометра (глубина x ширина x высота) | Шкаф 4U, устанавливаемый в стойку 445 x 445 x 178 мм | |||
| Бесконтактные измерения | ||||
| Глубина резкости | зависит от выбранных параметров датчика, см. Таблицу «Стандартные характеристики датчика» выше | |||
| Варианты диапазона глубины сканирования * | 3.5 мм | 7 мм | 5 мм | |
| Скорость захвата (A-сканирование) | 2,10 кГц | 1,05 кГц | 100 кГц | |
| Осевое (ось Z) разрешение | ||||
| Размер светового пятна (разрешение по оси XY) | 2,2 — 146 мкм, зависит от выбранных параметров датчика, см. Таблицу «Стандартные характеристики датчика» выше | |||
| Расстояние зазора | 0.5-100 мм для стандартных зондов до 1 м для нестандартных зондов | |||
| Повторяемость | ||||
| Измерение толщины | ||||
| Диапазон измерения толщины (на воздухе, IR = 1,0) | 10 мкм — 3,5 мм | 10 мкм — 7 мм | 20 мкм — 5 мм | |
| Стандартные материалы для измерения толщины | стекло, полимеры, многослойные пленки, покрытия, пластмассы, силикон, жидкости, зеркальные или незеркальные | |||
| Коэффициент отражения образца | 0.1 — 100% | |||
| * Для дальнейшего увеличения максимальной глубины сканирования доступна ось механического смещения. | ||||
4) Инспекционный пункт
Конфигурация станции осмотра
зависит от области применения и может быть поставлена компанией Novacam. Крепеж для детали не входит в комплект.
Для лабораторных и производственных проверок , система BOREINSPECT обычно включает в себя контрольную станцию со смещением сканера по 2, 3 или 4 осям.Опционально доступны гранитные столы, которые рекомендуются для некоторых применений.
Для автоматизированной производственной инспекции , ротационные сканеры системы BOREINSPECT могут быть интегрированы с прецизионными столиками или роботами (в качестве рабочего органа робота) для поддержки крупносерийного производства с непрерывным потоком. Система BOREINSPECT также может быть интегрирована со сторонними КИМ (координатно-измерительными машинами) и станками с ЧПУ (числовым программным управлением).
5) ПК, монитор и джойстик
Система BOREINSPECT поставляется с ПК, монитором, мышью и джойстиком.
6) Контроллер (ы) движения
Контроллеры движения включены. В зависимости от количества требуемых дополнительных осей движения, контроллер (ы) движения размещается в стоечном корпусе 2U, 3U или 4U.
7) Оборудование для поддержки мультиплексирования (дополнительно)
Доступны оптические переключатели для объединения до 8 датчиков в один интерферометр MICROCAM. Мультиплексные зонды можно использовать по одному. Этот вариант обеспечивает дополнительную окупаемость инвестиций (ROI) для многих установок.
.