Момент затяжки гбц приора 16 клапанов железная прокладка: схема и инструкция по затягиванию болтов
схема протяжки и как правильно затянуть головку блока цилиндров
Многие владельцы Лада Приора в процессе обслуживания и ремонта автомобиля проводят самостоятельную замену прокладки головки блока или притирку клапанов. В ходе выполнения таких работ важно соблюдать последовательность и момент затяжки ГБЦ на Приоре.
Содержание
Открытьполное содержание
[ Скрыть]
В каких случаях нужна затяжка блока?
В процессе эксплуатации любого автомобиля, в том числе и ВАЗ 2170 Приора, на головку двигателя оказывается долговременное циклическое воздействие газов, находящихся в цилиндрах мотора. На старых силовых агрегатах затяжка винтов ГБЦ могла ослабевать от таких нагрузок и ее периодически требовалось доводить до нормального уровня. Сегодня на всех моторах ВАЗ Приора применяются болты из специальной стали, которые затягиваются один раз на весь срок своей службы.
При появлении утечки охлаждающей жидкости и масла дополнительно подтягивать и протягивать эти болты не имеет смысла, поскольку это не улучшит герметичность стыка. Единственным правильным способом борьбы с течью является снятие головки, проверка ровности сопрягаемых поверхностей и замена прокладки. После выполнения любых ремонтных работ, связанных со снятием головки с двигателя, требуется ее обтяжка с соблюдением всех необходимых условий.
Единственным правильным способом борьбы с течью является снятие головки, проверка ровности сопрягаемых поверхностей и замена прокладки. После выполнения любых ремонтных работ, связанных со снятием головки с двигателя, требуется ее обтяжка с соблюдением всех необходимых условий.
На видео от автора Alex ZW показан процесс установки головки блока на 8 клапанный мотор.
Нюансы работы
На автомобилях Лада Приора в разное время устанавливались двигатели с рабочим объемом 1,6 и 1,8 литра и различным числом клапанов в головках — V8 (или 8V) и V16 (или 16V). Тип головки агрегата определяет размер болтов, порядок их установки и момент затяжки ГБЦ на Приоре.
Если на машине стоит 8 клапанный двигатель, то на нем могут применяться разные по размеру крепежные болты головки:
- на старых моторах 21114 используются винты М12*1,25 с шестигранной головкой;
- на более современных 21116, которые вышли в производство приблизительно с середины 2011 года, установлены элементы М10*1,25 с головкой под «звездочку».

При установке снятой головки необходимо использовать новые винты, поскольку старые будут растянуты и иметь внутренние повреждения.
Также на моторах используются разные по конструкции прокладки — комбинированная на старом агрегате и полностью железная на новом. Процедура затяжки болтов для двигателей с металлической и комбинированной прокладкой абсолютно идентична.
Основными нюансами при выполнении работ является проверка длины крепежных элементов, соблюдение последовательности закручивания винтов и контроль усилия при затяжке. Нарушение этих условий приводит к повреждениям деталей и необходимости выполнения дополнительных ремонтных работ. Сама процедура не является сложной и может быть сделана самостоятельно в любом удобном месте — в гараже или на открытой стоянке, за исключением случая монтажа головки на двигатель, которую желательно устанавливать в закрытом помещении.
Важно помнить, что затягивание болтов «на глазок» без динамометрического ключа недопустимо, поскольку не будет обеспечено равномерное прилегание сопрягаемых поверхностей головки и блока.
Инструменты и материалы
Перед началом проведения процедуры затяжки следует подготовить все необходимое для выполнения:
- ключ со встроенным динамометром до 100 H⋅м;
- набор головок и обычных ключей;
- ключ Тогх Е14;
- штангенциркуль для замера остаточной длины болтов;
- пластина с размеченной шкалой до 180 градусов;
- новые болты.
Динамометрический ключ — важный инструмент для самостоятельного ремонта
Пошаговая инструкция
Последовательность выполнения операции на 8 клапанном двигателе:
- Протереть поверхности ГБЦ и осушить отверстия под болты в блоке мотора.
- Установить прокладку на блок, выставить ее по направляющим.
- Смонтировать сверху головку и вставить 10 крепежных болтов М10 или М12. Если владелец решил сэкономить и оставить старые винты, то они должны иметь длину не более 135,5 мм.
- Затянуть элементы по схеме. Сила затяжки должна составлять не выше 20 H⋅м.
- Затем нужно повторно протянуть болты. Усилие второй затяжки должно быть в пределах от 70 до 85 H⋅м.
- Далее нужно затягивать винты с доворотом на 90 градусов в той же последовательности. Угол доворота можно контролировать по специальному приспособлению, представляющему собой пластину с приделанной шкалой от 0 до 180 градусов.
- В соответствии с регламентом, нужно довернуть болты еще раз на 90 градусов.
- Крепление 8 клапанной головки к блоку закончено.
- После сборки мотора необходимо проверить качество работы, запустив и прогрев двигатель. Надежно затянутый стык головки и блока не должен пропускать рабочих жидкостей из картера силового агрегата.
 Усилие второй затяжки должно быть в пределах от 70 до 85 H⋅м.
Усилие второй затяжки должно быть в пределах от 70 до 85 H⋅м.Самодельное приспособление для контроля угла доворота
В случае установки на машине более мощного и современного мотора на шестнадцать клапанов, например, модели ВАЗ 21126 или сокращенно 126 процедура протягивания болтов имеет свои особенности.
Для того чтобы правильно выполнить затяжку винтов ГБЦ на таких агрегатах нужно:
- Убрать замасливание с сопрягаемых поверхностей и проверить отсутствие жидкости в отверстиях болтов.
- Осуществить установку прокладки, отцентрировать ее и уложить сверху головку.
- Вставить в направляющие отверстия 10 крепежных винтов М10*1,25, предварительно смазав резьбу моторным маслом. Если решено использовать старые болты, что допустимо для 16 клапанных головок, то их остаточная длина не должна превышать 98 мм.
- Выполнить предварительную протяжку по схеме с моментом 12-20 H⋅м.
- Увеличить степень затяжки до 26-34 H⋅м и повторно пройти все болты в такой же последовательности.
- Затем необходимо довернуть винты на 90 градусов, при этом усилие составит около 50 H⋅м.
- Повторить затяжку на 90 градусов еще раз, момент на ключе будет примерно 80 H⋅м. Некоторые инструкции рекомендуют выдерживать между доворотами до 20 минут, но на практике не выявлено никаких преимуществ такой схемы.
- После сборки силового агрегата следует проверить качество выполненной работы.
Процедура протяжки головки на двигателях 1,8 литра, которые представляют собой моторы 1,6 л с увеличенным цилиндром, полностью идентична описанной выше.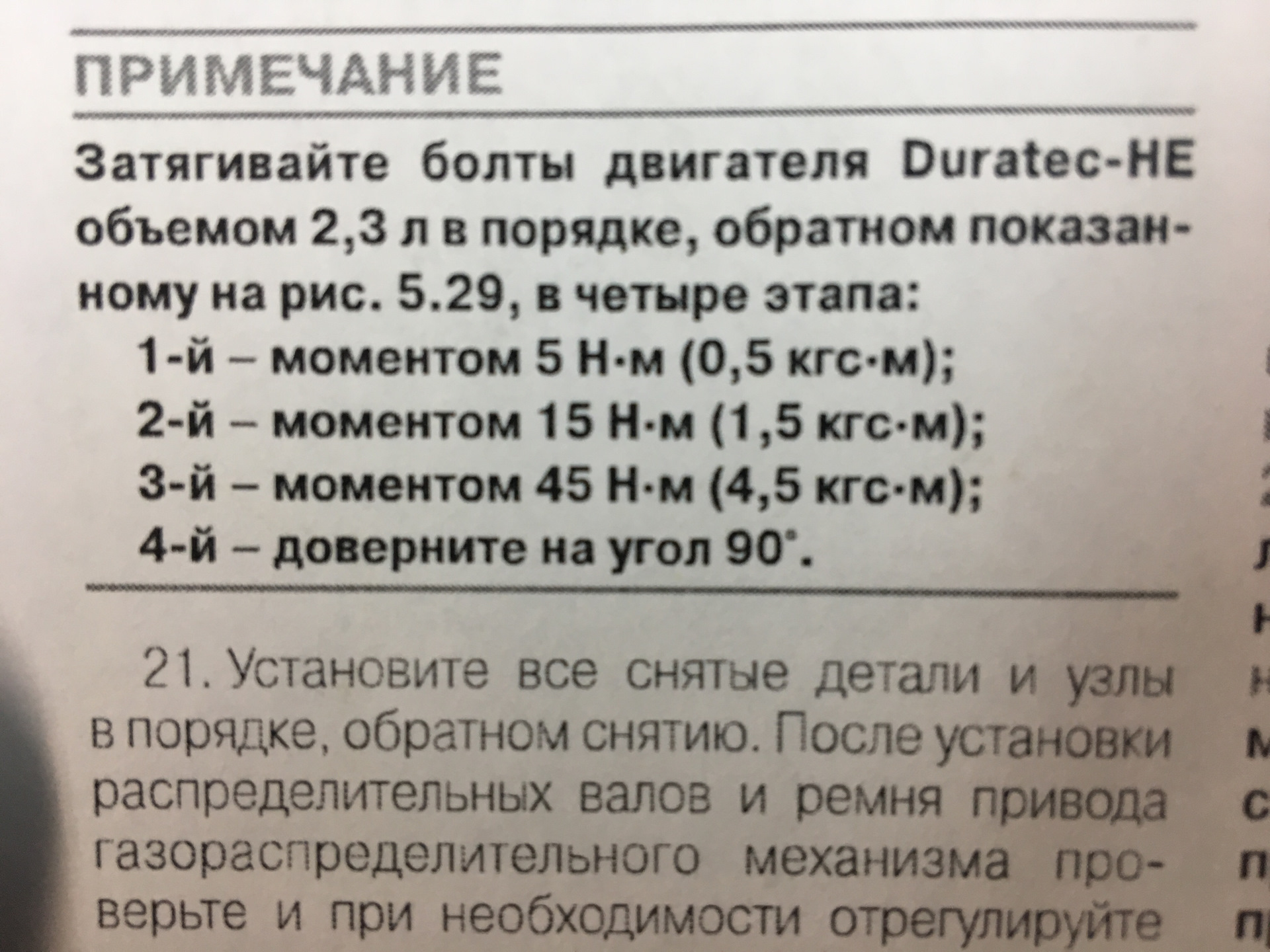
Если в процессе выполнения работы к болтам приложен правильный момент усилия, соответствующий конструкторским расчетам, то прокладка будет равномерно и плотно прижата по стыку, обеспечивая надежное и герметичное соединение. Важно отметить, что если требуется снимать головку блока с двигателя, то ослабление винтов также производится по установленной регламентом схеме. Хаотичное откручивание элементов приведет к деформации головки и появлению невидимых микротрещин.
Загрузка …
Фотогалерея
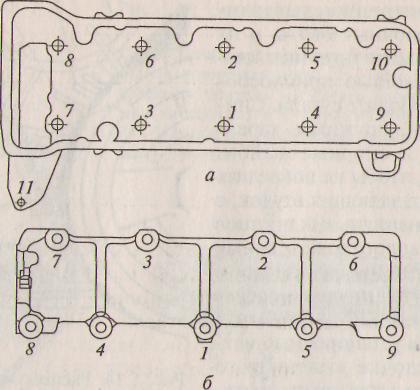
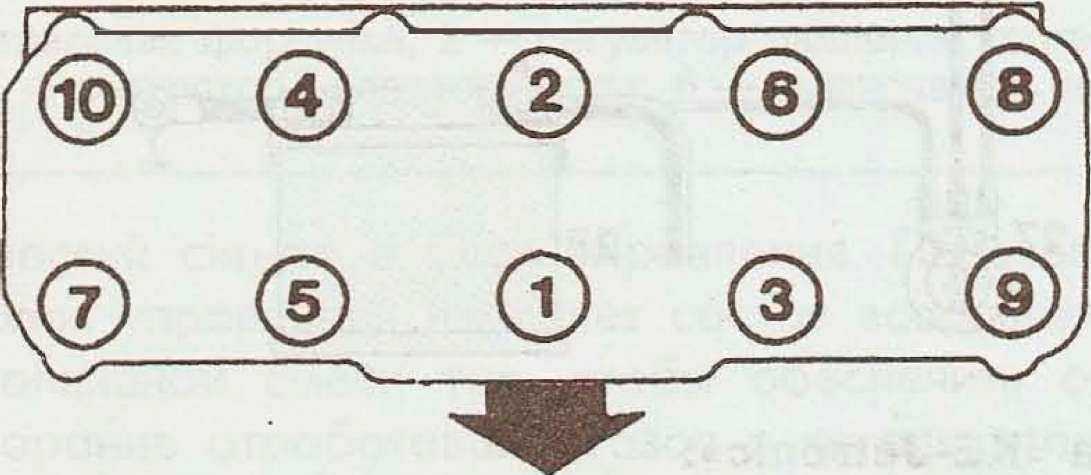
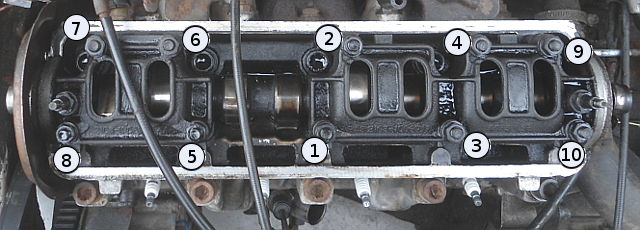
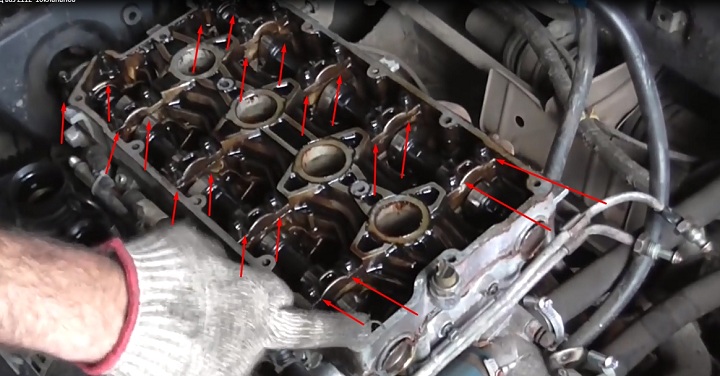
На фото ниже показан порядок отворачивания болтов и их затяжки, который необходимо учитывать при ремонте головки блока цилиндров на ВАЗ 2170 Приора.
Видео «Установка и затяжка головки блока на Приора»
Сборка верхней части 16 клапанного двигателя представлена на видео от канала Expert R.
Замена прокладки головки блока цилиндров Лада Гранта
При обнаружении течи моторного масла или охлаждающей жидкости в местах соединения головки блока с блоком цилиндров снимите головку и замените ее прокладку. Течь может возникнуть и вследствие коробления головки блока из-за перегрева, Прокладка головки блока цилиндров двигателя
Течь может возникнуть и вследствие коробления головки блока из-за перегрева, Прокладка головки блока цилиндров двигателя
ВАЗ-11183 изготовлена из металлоасбестового полотна, а на двигателях ВАЗ-21116 и ВАЗ-11186 она металлическая. Порядок замены прокладки на всех трех двигателях одинаков и показан на примере двигателя ВАЗ-11183 (8 клапанов). Замена прокладки головки блока двигателя ВАЗ-21126 (16 клапанов) описана отдельно, см статью «Замена прокладки головки блока цилиндров на автомобиле Лада Приора»
Для замены прокладки головки блока двигателей ВАЗ-11183, ВАЗ-21116 и ВАЗ-11186 выполните следующее.Вам потребуются: динамометрический ключ, ключи «на 13», «на 17», «на 19», торцовые головки «на 10», «на 13», «на 17», ключ-шестигранник«на 10», отвертка.
Предупреждение
Прокладка головки блока одноразового использования, поэтому при каждом снятии головки блока прокладку необходимо заменять.
1. Установите поршень 1-го цилиндра в положение ВМТ такта сжатия (см. «Установка поршня первого цилиндра в положение ВМТ такта сжатия»).
«Установка поршня первого цилиндра в положение ВМТ такта сжатия»).
2. Снизьте давление в системе питания, если работа выполняется сразу после поездки (« Снижение давления топлива» ).
3. Отсоедините провод от клеммы «минус» аккумуляторной батареи.
4. Слейте охлаждающую жидкость (см. «Замена охлаждающей жидкости»).;
5. Снимите воздушный фильтр (см. «Снятие и установка воздушного фильтра, воздухоподводящего рукава и воздухозаборника»).
6. Отсоедините от дроссельного узла воздухоподводящий рукав и колодку жгута проводов (см. «Снятие и установка дроссельного узла»).
7. Отсоедините наконечники высоковольтных проводов от свечей зажигания.
8. Отсоедините колодку жгута проводов от датчика сигнализатора аварийного падения давления масла…
9. …отдатчика температуры охлаждающей жидкости системы управления двигателем…
10. …и датчика фазы.
11. Снимите крышку головки блока цилиндров
12. Снимите переднюю крышку привода газораспределительного механизма (см. «Установка поршня первого цилиндра в положение ВМТ такта сжатия»).
«Установка поршня первого цилиндра в положение ВМТ такта сжатия»).
13. Ослабьте затяжку болта крепления зубчатого шкива распределительного вала, удерживая распределительный вал от проворачивания (это можно сделать, вставив в отверстия ступицы шкива большую отвертку или монтажную лопатку).
14. Снимите ремень привода газораспределительного механизма (см. «Замена ремня привода газораспределительного механизма и натяжного ролика»).
15. Окончательно выверните болт крепления шкива распределительного вала…
16. …и снимите шкив.
Если шкив на валу насажен с натягом, то воспользуйтесь съемником (см рисунок ниже)
17. Снимите заднюю крышку привода газораспределительного механизма
18.0тсоединитепроводотдатмикауказа-теля температуры охлаждающей жидкости.
19. Ослабьте затяжку хомутов и отсоедините пять шлангов системы охлаждения от патрубков термостата.
20. Отверните гайку крепления наконечника «массового» провода. ..
..
Если шкив сидит на хвостовике вала туго, спрессуйте его универсальным съемником, уперся винт съемника в предварительно ввернутый в вал болт крепления шкива (чтобы не повредить резьбу в валу).
21. …и снимите провод.
22. Разъедините колодки жгута проводов форсунок и отсоедините от трубки топливной рампы топливоподводящий шланг (см. «Снятие и установка топливной рампы»).
23. Отсоедините от штуцера модуля впуска шланг к вакуумному усилителю тормозов, ослабив затяжку хомута его крепления.
24. Отсоедините верхние концы распорок от выпускного коллектора
25. Разъедините колодки жгутов проводов датчиков концентрации кислорода и извлеките держатели их проводов из отверстий термоэкрана рулевого механизма 26. Отсоедините от фланца катколлектора приемную трубу дополнительного глушителя и отсоедините от блока цилиндров поддерживающий кронштейн катколлектора.
27. Ослабьте затяжку десяти болта крепления головки блока в показанном на фотографии порядке. ..
..
28. …окончательно выверните болты крепления головки и выньте их вместе шайбами.
29. Снимите головку блока цилиндров.
ПРЕДУПРЕЖДЕНИЕ
Не забивайте отвертку или другие инструменты между головкой и блоком цилиндров.
ПОЛЕЗНЫЕ СОВЕТЫ
Для того чтобы оторвать головку блока от прокладки, вставьте отвертку под катколлектор и, используя ее как рычаг, приподнимите головку. Снимать головку блока цилиндров удобнее с помощником, так как она довольно тяжелая.
30. Снимите прокладку головки блока.
31. Очистите привалочные поверхности головки блока и блока цилиндров (они должны быть сухими и чистыми) и удалите масло из резьбовых отверстий в блоке под болты крепления головки.
ПРЕДУПРЕЖДЕНИЕ
Если не удалить масло из резьбовых отверстий под болты крепления головки блока, то в блоке цилиндров при затяжке болтов могут появиться трещины, так как масло не сжимается.
32. Проверьте наличие двух установочных втулок в гнездах крайних отверстий блока цилиндров под болты крепления головки. Если при снятии головки втулки остались в головке или вышли из гнезд блока, запрессуйте их в блок до упора.
Если при снятии головки втулки остались в головке или вышли из гнезд блока, запрессуйте их в блок до упора.
33. Установите на блок новую прокладку головки (прокладка должна быть сухой и чистой) по установочным втулкам. При этом отверстие для прохода масла в прокладке двигателя ВАЗ-11183 (с медной окантовкой) должно находиться между 3-м и 4-м цилиндрами.
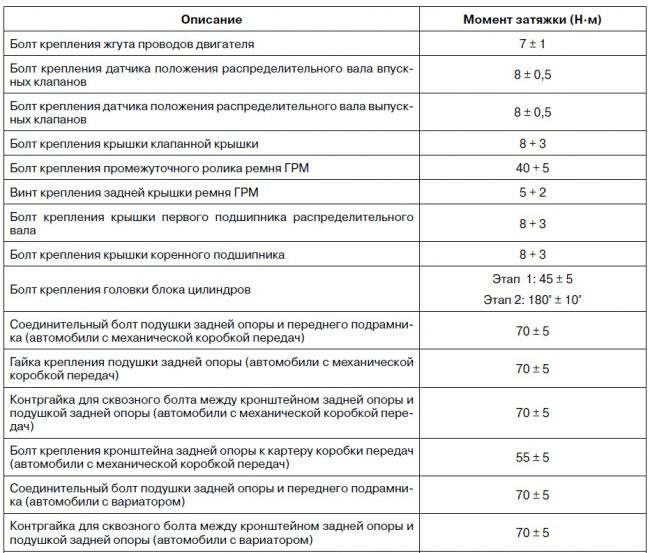
34. Установите головку на блок, предварительно убедившись, что коленчатый и распределительный валы находятся в положении ВМТ (оба клапана 1-го цилиндра должны быть закрыты). Затяните болты крепления головки блока в указанной последовательности в четыре этапа:
1 -й — моментом 20 Н-м;
2-й — моментом 69,4-85,7 Н-м;
3-й — доверните болты на 90°;
4-й — окончательно доверните болты на 90°,
35. Установите на головку блока снятые детали и подсоедините к ней шланги и провода в порядке, обратном снятию. Шкив распределительного вала установите выступающей частью ступицы к двигателю.
36. Проверьте и при необходимости отрегулируйте зазоры в приводе клапанов (см. «Регулировка зазоров в приводе клапанов двигателей ВАЗ-11183, ВАЗ-21116 и ВАЗ-11186»).
Проверьте и при необходимости отрегулируйте зазоры в приводе клапанов (см. «Регулировка зазоров в приводе клапанов двигателей ВАЗ-11183, ВАЗ-21116 и ВАЗ-11186»).
37. Отрегулируйте натяжение ремня привода газораспределительного механизма.
Почему прогорела прокладка ГБЦ?
Требования и к материалам прокладок, и к технологиям их производства весьма высоки и повышаются вместе с ростом мощности двигателей.
Суть всех встречающихся на практике дефектов прокладок — в самой схеме уплотнения стыка блока с головкой цилиндров. Действительно, прокладка должна обеспечить одновременно уплотнение газовое (полость цилиндра), водяное (каналы системы охлаждения) и масляное (каналы масляной системы). Близкое расположение этих каналов и полостей друг к другу, очевидно, может привести к внутренней негерметичности. Но и внешняя негерметичность тоже не подарок.
Прокладка ГБЦ может потерять герметичность по многим причинам. Но главными все-таки остаются нарушения правил эксплуатации, технологии обслуживания и ремонта автомобиля. Не менее важно отметить, что внешние проявления неисправности прокладки ГБЦ тоже весьма разнообразны. Можно даже сказать, что один отдельно взятый симптом редко появляется независимо от другого. Но, взятые вместе, они позволяют провести диагностику и достаточно точно установить причину неисправности.
Не менее важно отметить, что внешние проявления неисправности прокладки ГБЦ тоже весьма разнообразны. Можно даже сказать, что один отдельно взятый симптом редко появляется независимо от другого. Но, взятые вместе, они позволяют провести диагностику и достаточно точно установить причину неисправности.
Разумеется, для правильной диагностики необходимы опыт и знание двигателя, включая конструкцию и рабочие процессы, происходящие внутри него. И тогда по обнаруженным следам масла или охлаждающей жидкости, изменению цвета жидкостей или деталей, по отложениям нагара, следам обжатия, обгорания или эрозии на поверхности деталей будет установлена истина.
Дефекты прокладок после длительной эксплуатации автомобиля чаще всего связаны с вовремя не замеченными и не устраненными неисправностями системы охлаждения, реже — с нарушениями процесса сгорания (детонация быстрый, приближающийся к взрыву процесс горения топливной смеси в цилиндре , калильное зажигание). Напротив, после ремонта двигателя по статистике в более чем 80% случаев прокладка повреждается из-за неправильной затяжки болтов (в том числе из-за несоблюдения момента и порядка затяжки).
Перегрев — одна из основных причин повреждения прокладок. Да и не только их: при перегреве часто деформируется плоскость головки, а иногда и блока цилиндров.
Но в первую очередь страдает, конечно, головка блока. Помимо локального перегрева отдельных участков камер сгорания, вызывающего появление трещин, общий нагрев головки ведет к увеличению усилия обжатия прокладки, поскольку алюминиевый сплав головки расширяется больше, чем сталь болтов. После охлаждения сдавленная прокладка может уже не обеспечить герметичность там, где удельное давление (усилие, отнесенное к площади поверхности) оказалось слишком низким. Фактически при перегреве происходит своего рода «отвердевание» поверхностных слоев прокладки, вследствие чего она теряет эластичность и уже не может обеспечить уплотнение соединения головки с блоком цилиндров по всей плоскости.
Обнаружить причину, т.е. установить, что прокладка «потекла» из-за перегрева двигателя, можно при ее осмотре. Обычно в подобных случаях поверхность прокладки становится твердой, а в отдельных местах вблизи камер сгорания — обугленной.
Ремонт в данном случае редко ограничивается только заменой прокладки. Помимо обработки плоскости головки будет совсем не лишним найти причину перегрева в системе охлаждения — возможно, имеется неисправность термостата, вентилятора или просто течь шлангов.
Но, допустим, двигатель был сильно перегрет, а прокладка вроде бы устояла. В подобных ситуациях два выхода: либо испытывать судьбу, ожидая, когда появится течь (а так оно, скорее всего, и будет), или все-таки сразу заменить прокладку. Второе решение будет более удачным: ведь, как ни крути, а запланированный ремонт лучше неожиданной поломки в дороге.
Если прокладка не обжата как следует, то она точно «потечет». Обычно такое бывает, когда болты головки не затянуты должным образом. Но подобные ошибки сегодня — скорее исключение, чем правило: необходимая информация есть теперь на любой СТО. Другое дело, когда все затянуто правильно, а прокладка не обжалась. В чем дело?
Причины обычно кроются в нарушениях элементарных ремонтных технологий. Например, в руководствах по ремонту пишут, что резьбовую часть болтов перед затяжкой надо смазать маслом.
Например, в руководствах по ремонту пишут, что резьбовую часть болтов перед затяжкой надо смазать маслом.
А если не смазать? Тогда момент затяжки почти весь уйдет на преодоление сил трения в резьбе, а вовсе не на прижатие головки к блоку.
Может, это одна из причин того, что на некоторых современных двигателях резьбовая часть болтов имеет покрытие? Такие болты смазывать не надо. А если серьезно, то «твердая» смазка гораздо более эффективна и значительно улучшает работу болтов (напомним, что у обычных болтов только 20-25% момента непосредственно преобразуется в усилие затяжки).
Еще хуже, когда болты слишком обильно облиты маслом. В данном случае известное правило «кашу маслом не испортишь» не сработает: масло несжимаемо, заполнив резьбовое отверстие, оно просто не пустит болт дальше. И хорошо еще, если блок не треснет по резьбовым отверстиям.
На современных двигателях часто применяют болты, работающие на пределе текучести. После однократного использования их полагается менять на новые, поскольку они могут недопустимо вытягиваться.
То, что прокладка не была обжата должным образом, легко обнаружить при ее осмотре. Часто на ней вообще практически нет следов обжатия, а толщина осталась такой же, как у новой прокладки. В подобных случаях течь появляется в первые же часы работы двигателя, что и указывает на истинную причину неисправности.
Профилактика здесь проста: надо точно выполнять все рекомендации производителей по моменту, порядку затяжки и замене болтов, а также их смазке перед сборкой.
Известно, что в зависимости от материала и конструкции прокладки могут «слабнуть» под действием температуры и вибраций. И если после некоторого времени работы двигателя не провести повторной затяжки болтов, удельное давление в стыке головки с блоком может недопустимо снизиться, после чего прокладка «потечет».
Повторную затяжку требуют не все двигатели и не все прокладки. Но когда такие рекомендации дает производитель двигателя, выполнять их надо неукоснительно. Если это не сделать, течь появится через несколько тысяч километров пробега автомобиля, что прямо укажет на причину такой неисправности.
К нарушениям процесса горения в двигателе относят детонацию и калильное зажигание. Не вдаваясь в их природу (это тема отдельного разговора), укажем, что эти явления вызывают значительный рост температуры на отдельных участках камеры сгорания. Чрезмерное давление в цилиндре, возникающее из-за преждевременного воспламенения топливной смеси, резко увеличивает нагрузки на головку блока, «растягивая» болты и уменьшая тем самым усилие сжатия прокладки. А ударные волны детонации «стучат» не только по ушам водителя, но и по окантовке прокладки ГБЦ.
То, что именно нарушение процесса сгорания явилось причиной повреждения прокладки, часто удается установить по ее виду. В подобных случаях она нередко прогорает между цилиндрами. Прогар по окантовке часто сопровождается эрозией поверхности головки блока и самой окантовки вблизи повреждения. Изменение цвета материала прокладки возле окантовки также может свидетельствовать о высокой температуре в камере сгорания.
Механические проблемы. Как известно, прокладка ГБЦ — весьма деликатная деталь, легко повреждаемая при неаккуратном обращении. Если она имеет явные дефекты, то ставить ее либо опасно, либо просто бессмысленно — все равно рано или поздно «потечет».
Как известно, прокладка ГБЦ — весьма деликатная деталь, легко повреждаемая при неаккуратном обращении. Если она имеет явные дефекты, то ставить ее либо опасно, либо просто бессмысленно — все равно рано или поздно «потечет».
То же самое относится и к попыткам повторно использовать старую прокладку. Ее материал уже обжат и никогда не обеспечит надежного уплотнения. Может быть, на несколько тысяч километров ее и хватит, но это можно рассматривать только как временный выход из положения. Иногда прогар прокладки происходит из-за попадания между ней и уплотняемой поверхностью инородных материалов. Такое вполне может случиться, если не очистить плоскости головки и блока от остатков старой прокладки перед установкой новой.
Кстати, то же самое получится, если плоскости окажутся деформированными — в местах «провалов» удельное давление будет недопустимо низким, и в конце концов уплотнение нарушится. Поэтому перед установкой прокладки проверка плоскостей головки и блока обязательна.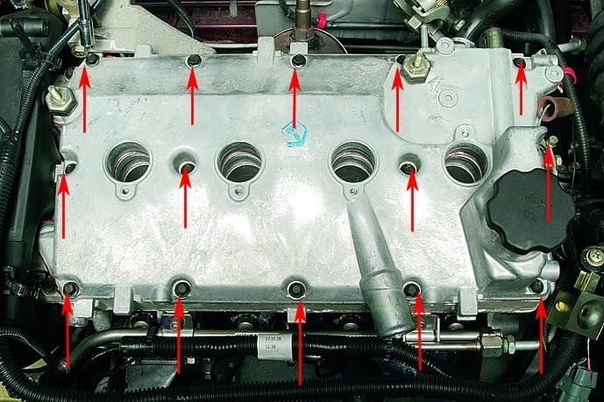
Понятно, что деформированную плоскость надо обработать, т.е. выровнять. В одних мастерских головки фрезеруют, в других — шлифуют, а в третьих — притирают на плите с абразивной пастой. А какой способ лучше?
Давайте разберемся вместе. Если поверхность слишком грубая, то не исключено просачивание рабочих жидкостей и газов. Напротив, если поверхность чрезмерно гладкая, то возможно скольжение прокладки между уплотняемыми деталями и в конечном счете потеря герметичности. Поэтому при обработке поверхностей головки и блока не все средства хороши. Желательно обеспечить определенную оптимальную шероховатость, которая в основном зависит от материалов уплотняемых деталей. Конечно, это общие рекомендации. Но ими вполне можно пользоваться, когда другие данные, например, от производителя двигателя, отсутствуют.
Замена прокладки ГБЦ, снятие головки блока Lada Largus / Лада Ларгус
Примечание: каталожные номера прокладок ГБЦ (комплекты) см. здесь (K7M) и здесь (K4M)
ДЛЯ ДВИГАТЕЛЯ K7M
Вам потребуются: те же инструменты, что и для снятия ремня ГРМ и крышки ГБЦ, а также ключ «на 13», торцовая головка TORX Е14, динамометрический ключ, пассатижи.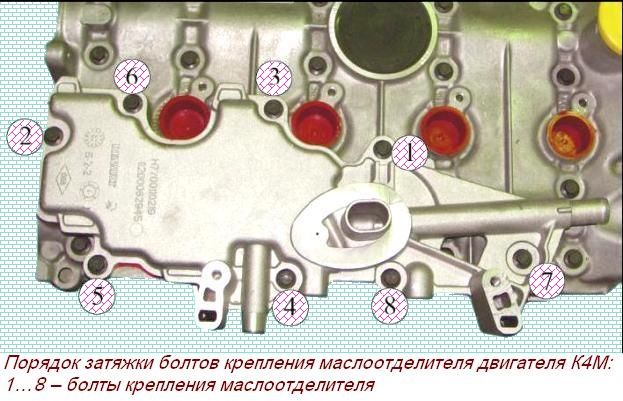
1. Сбросьте давление в топливной системе (см. тут).
2. Отсоедините клемму «минус» аккумулятора.
3. Слейте охлаждающую жидкость (см. тут).
4. Снимите ремень ГРМ (см. тут).
5. Отсоедините приемную трубу от выпускного коллектора (см. тут).
6. Снимите корпус воздушного фильтра (см. тут).
7. Отжав фиксаторы, отсоедините разъёмы проводки топливных форсунок…
8. снимите разъём датчика положения дроссельной заслонки…
9.. разъём датчика абсолютного давления…
10. разъём датчика температуры охлаждающей жидкости…
11. разъём датчика температуры всасываемого воздуха…
12. …и разъём регулятора холостого хода.
13. Отсоедините разъём датчика концентрации кислорода…
14. …и выведите проводку из держателя на двигателе.
15. С задней стороны двигателя, отверните две гайки крепления распорки — к впускной трубе и к блоку цилиндров.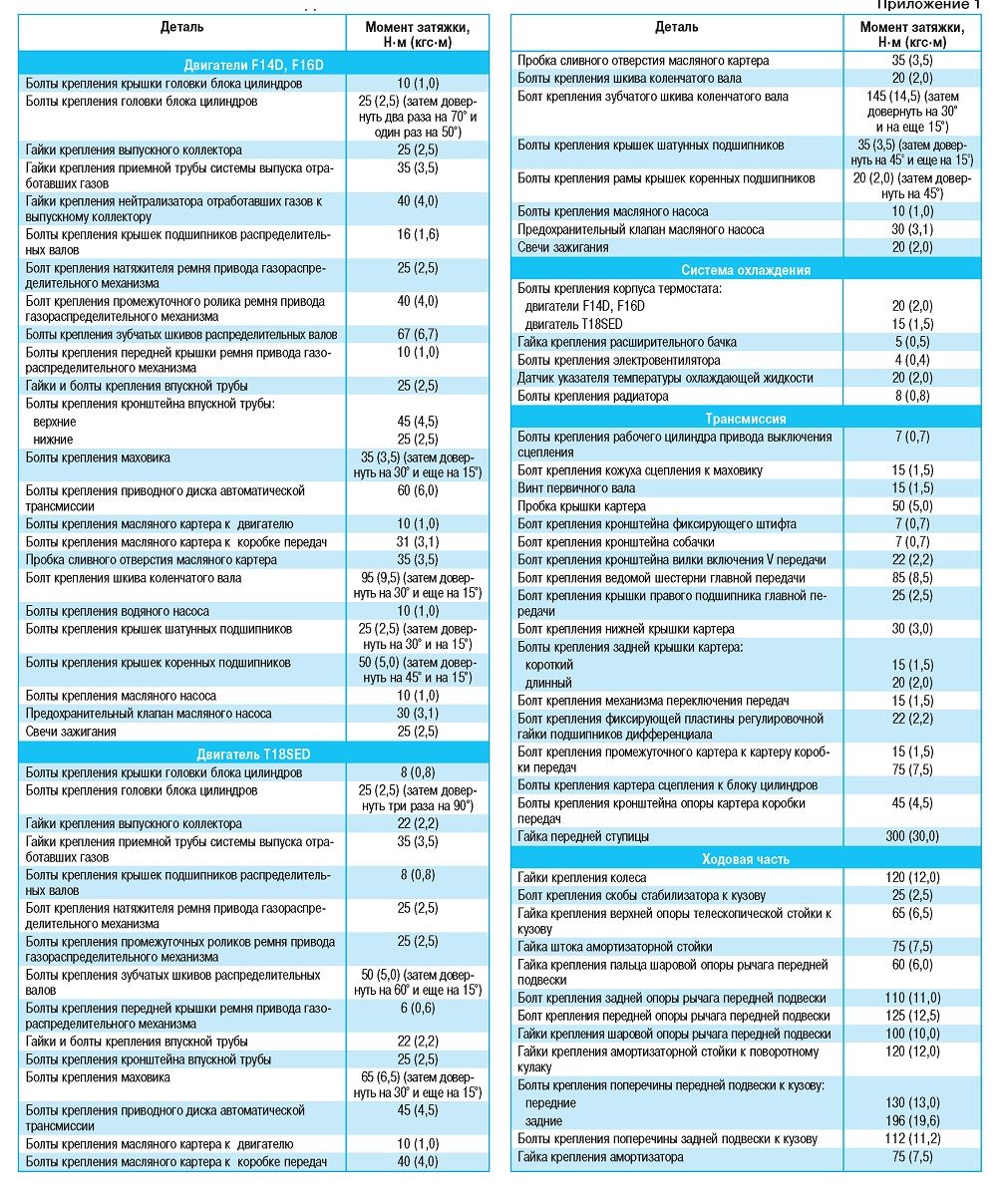 ..
..
16. …и снимите распорку.
17. Выведите моторный жгут проводки из держателей на впускной трубе сзади…
18. …и спереди.
19. Разъеденив отверткой верхние держатели моторного жгута проводки спереди…
20. …и сзади…
21. …извлеките жгут из переднего…
22. …и заднего держателей.
23. Извлеките жгут из среднего верхнего держателя на впускной трубе…
24. …и отведите его в сторону.
25. Снимите с шарового пальца промежуточного рычага наконечник троса привода дроссельной заслонки…
26. …извлеките трос из отверстия кронштейна и отведите в сторону.
27. Отсоедините от впускной трубы шланг продувки адсорбера.
28. Отсоедините от топливной рампы топливопровод (см. тут).
29. Сжав фиксаторы крепления, отсоедините от впускной трубы шланг к вакуумному усилителю тормозов.
Сжав фиксаторы крепления, отсоедините от впускной трубы шланг к вакуумному усилителю тормозов.
30. Ослабьте хомуты крепления трех шлангов и сдвиньте их по шлангам…
31. …и отсоедините шланги от патрубков термостата и ГБЦ.
32. Извлеките шланги отопителя из держателей на кронштейне.
33. Выверните болт крепления «массового» провода…
34. …и отсоедините провод.
35. Выверните болт крепления насоса гидроусилителя руля к ГБЦ.
36. Снимите крышку ГБЦ (см. тут).
37. Ослабьте в указанном на фото порядке затяжку десяти болтов крепления ГБЦ…
38. …окончательно выверните болты крепления головки, выньте их…
39. …и снимите установленные под болтами шайбы.
Болты крепления головки блока обязательно замените новыми. Повторное их использование не допускается.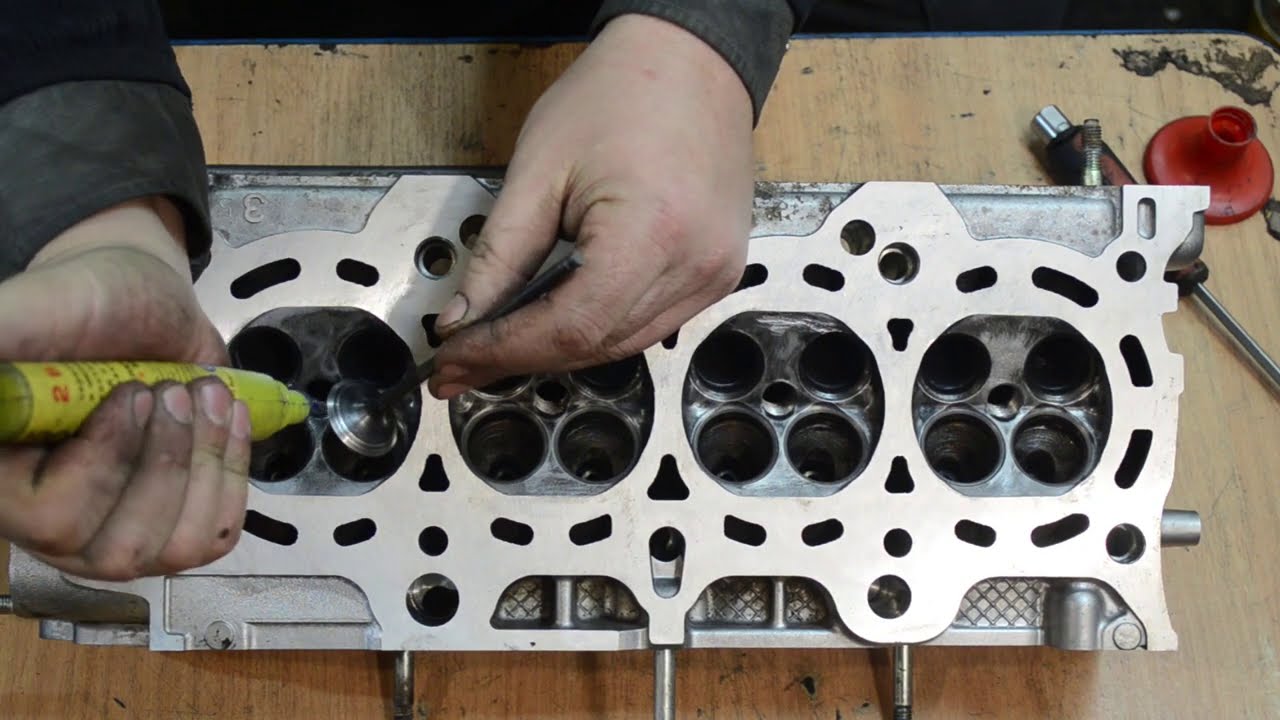
Обратите внимание на то, что болты разной длины. При их снятии запомните расположение болтов и затем установите их на прежние места.(каталожные номера болтов см. тут)
40. Снимите ГБЦ е сборе с впускной трубой, дроссельным улом и выпускным коллектором…
Снимать головку блока лучше вдвоем, так как она довольно тяжелая.
41. …затем снимите её прокладку.
42. Очистите привалочные поверхности головки и блока.
43. Проверьте головку блока на отсутствие коробления. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, затем поперек, а также по диагоналям и щупом измерьте зазор между поверхностью головки и линейкой. Замените ГБЦ, если зазор более 0,05 мм.
44. Установите головку в последовательности, обратной снятию, учитывая следующее:
— удалите из резьбовых отверстий болтов крепления ГБЦ масло или охлаждающую жидкость, попавшие туда при снятии головки;
— обязательно установите новую прокладку ГБЦ, повторное использование прокладки не допускается;
— замените болты новыми;
— смажьте болты моторным маслом;
Порядок и моменты затяжки болтов ГБЦ
Затягивайте болты на холодном двигателе в указанном порядке в четыре этапа:
I этап (предварительная осадка прокладки) — затяните болты моментом 20 Н-м, после чего доверните на угол 10°±6° Подождите 3 мин;
II этап — ослабьте болты 1 и 2, после чего снова затяните их моментом 20 Н-м и доверните на угол 10°±6°;
III этап — ослабьте болты 3-6, после чего снова затяните их моментом 20 Н-м и доверните на угол 10°±6°;
IV этап — ослабьте болты 7-10, после чего снова затяните их моментом 20 Н-м и доверните на угол 10°±6°
45. Установите все снятые детали и узлы, кроме крышки ГБЦ и корпуса воздушного фильтра, в порядке, обратном снятию.
Установите все снятые детали и узлы, кроме крышки ГБЦ и корпуса воздушного фильтра, в порядке, обратном снятию.
46. Отрегулируйте натяжение ремня ГРМ (см. тут).
47. Поверьте и при необходимости отрегулируйте зазоры клапанов двигателя К7М (см.тут).
48. Установите крышку ГБЦ (см. тут).
49. Установите корпус воздушного фильтра.
50. Залейте охлаждающую жидкость.
ДЛЯ ДВИГАТЕЛЯ К4М
Вам потребуются: торцовые головки «на 10», «на 16», «на 18», TORX Е14, ключ «на 13», отвертка, фиксатор для установки ВМТ, фиксатор распредвалов, динамометрический ключ, пассатижи.
1. Снизьте давление в системе питания (см. тут).
2. Отсоедините «минус» от аккумулятора.
3. Слейте охлаждающую жидкость двигателя (см. тут).
4. Снимите ремень ГРМ (см. тут).
5. Отсоедините приемную трубу от выпускного коллектора (см. тут).
6. Снимите ресивер впускной трубы (см. тут).
тут).
7. Снимите корпус воздушного фильтра (см. тут).
8. Отсоедините колодки жгута проводов от топливных форсунок…
9. …и топливной рампы (см. тут).
10. Отсоедините колодки жгута проводов от датчиков положения дроссельной заслонки, температуры охлаждающей жидкости и управляющего датчика концентрации кислорода (аналогично как на K7M выше).
11. Ослабьте хомуты крепления двух шлангов, сдвиньте их по шлангам и отсоедините шланги от патрубков термостата…
12. …и головки блока цилиндров.
13. Выверните болты крепления насоса гидроусилителя руля и отведите насос в сторону (см. тут).
14. Снимите крышку ГБЦ (см. тут).
15. Снимите распределительные валы.
16. Выверните торцовой головкой TORX Е14 десять болтов крепления ГБЦ (см. фото внизу раздела) и извлеките болты.
Болты крепления ГБЦ после выкручивания заменяются новыми. Повторное их использование по регламенту не допускается. Обратите внимание на то, что болты имеют различную длину. Запомните их расположение. (каталожные номера болтов см. тут)
Повторное их использование по регламенту не допускается. Обратите внимание на то, что болты имеют различную длину. Запомните их расположение. (каталожные номера болтов см. тут)
17. Снимите головку блока в сборе с выпускным коллектором и впускной трубой.
Снимать ГБЦ лучше с помощником, так как она довольно тяжелая.
18. Снимите прокладку ГБЦ.
19. Очистите привалочные поверхности головки и блока.
20. Проверьте головку блока на отсутствие коробления. Поставьте металлическую линейку ребром на поверхность головки сначала посередине вдоль, затем поперек и по диагоналям и щупом измерьте зазор между поверхностью головки и линейкой. Замените головку блока цилиндров, если зазор более 0,05 мм.
21. Установите ГБЦ в обратной последовательности. При этом:
— удалите из резьбовых колодцев масло, охлаждающую жидкость и любые загрязнения, попавшие туда при снятии головки;
— смажьте новые болты моторным маслом;
— затягивайте болты в указанном порядке в два этапа:
Порядок затяжки болтов кропления головки блока цилиндров
I этап (предварительная осадка прокладки) — затяните болты моментом 20 Н-м;
II этап — доверните болты на угол 240°±6°
22.![]() Установите все снятые детали в обратном порядке.
Установите все снятые детали в обратном порядке.
23. Отрегулируйте натяжение ремня ГРМ (см. тут).
24. Залейте охлаждающую жидкость (см. тут).
Видео
Как правильно выбрать прокладку ГБЦ: материалы и разновидности
Важность качественной прокладки головки блока цилиндров (ГБЦ) неоспорима. Именно от нее зависит качественная изоляция систем охлаждения, смазки и удаления отходящих газов. Также прокладка ГРМ обеспечивает герметичность камер сгорания топлива в цилиндрах.
Замену прокладки производят планово, при каждом снятии головки блока цилиндров, или аварийно: при появлении первых симптомов нарушения герметичности. От выбора изделия зависит не только эффективность эксплуатации двигателя, но и межремонтный период эксплуатации силового агрегата. Поэтому выбирать новое изделие стоит разумно, с учетом особенностей различных видов.
Поэтому выбирать новое изделие стоит разумно, с учетом особенностей различных видов.
Требования к прокладкам ГБЦ
Головка блока цилиндров непосредственно к блоку крепится с помощью специальных болтов. Как бы тщательно ни были подогнаны поверхности, в условиях больших давлений и высоких температур, они не смогут обеспечить заданную герметичность. Поэтому между двумя частями двигателя устанавливают прокладку ГБЦ. Их ключевые характеристики:
обеспечение герметичности камер сгорания, систем охлаждения, смазки и выхлопа;
-
высокая коррозионная стойкость; -
устойчивость к воздействию больших давлений и температур; -
большой срок эксплуатации.
Виды прокладок ГБЦ
Для обеспечения заданных условияй инженеры разработали несколько разновидностей прокладок ГБЦ. По материалу они подразделяются на:
-
металлические; -
асбестовые; -
из композитных материалов.
Первый тип был придуман десятилетия назад, но повсеместно применяется и сегодня. Причина популярности – высокие эксплуатационные свойства:
-
высокая прочность; -
равномерное распределение нагрузки; -
долговечность; -
наличие зон с дополнительными уплотнительными элементами гарантирует герметичность ответственных мест.
Асбестовые прокладки ГБЦ
Прокладки из волокон асбеста также широко известны автолюбителям. Они характеризуются:
-
огнестойкостью; -
упругостью (малой усадкой).
В ответственных зонах асбестовых прокладок ГБЦ производится дополнительное усиление металлическими элементами, повышающими прочность детали.
Среди отрицательных качеств стоит отметить:
-
ухудшение свойств при длительной эксплуатации; -
чувствительность к резким перепадам температур и вибрациям.

Еще один негативный момент – использование вредного для здоровья человека асбеста при производстве.
Безасбестовые прокладки ГБЦ
Третья разновидность прокладок ГБЦ – достаточно современная разработка. Композитные материалы, применяемые при производстве данных прокладок ГБЦ, позволили усилить ключевые достоинства других типов:
-
практически полное отсутствие усадок; -
эластичность, обеспечивающая более плотное прилегание к поверхностям; -
долговечность; -
стойкость к давлениям и высоким температурам.
Экологически чистые прокладки ГБЦ в случае необходимости могут усиливаться металлическими элементами. Недостатки безасбестовых прокладок ГБЦ незначительны, что делает их все более популярными для обеспечения герметизации соединения блока цилиндров и головки.
Любую из разновидностей прокладок и другие оригинальные запчасти и аналоги вы можете найти на страницах http://fortunaavto. com.ua/
com.ua/
Толщина прокладки гбц 2112
Я сторонник атмосферных двигателей, максимально форсированных, но атмосферных) Чтобы не ухудшать характеристики долговечности ДВС, но так же получить максимальную мощность …
1.Для этого была произведена расточка каналов впуск и выпуск в ГБЦ, сёдлам клапанов тоже досталось в этом смысле. (напишу ещё об этом)2.Облегчил клапана. (об этом тоже в скором времени)3.Сварил полностью с нуля максимально прямоточную систему с диаметром трубы 60 мм., начиная с паука.4.Были переделаны высоковольтные провода, получили
нулевого сопротивления.
5.Были модернизированы поршневые кольца, то есть сделаны
цельные кольца,
от которых потеря компрессии сводится к нулю.6.Были поставлены
масло — фильтры картерных газов,
чтобы не загрязняли каналы впуска, тем самым не сужая их от нароста копоти и не ухудшая проходимости воздуха во впуске. 7.Были сделаны
7.Были сделаны
отверстия в поршнях для лучшей смазки поршней и чёткая до грамма развесовка поршней, пальцев и шатунов.
8.И даже можно упомянуть
об этом =) Что тоже продлевает жизнь ДВС. ))))
После таких доработок уже вроде бы летим … но чего-то не хватает, мне это «чего-то»
покоя пол года не давало, а это
«прокладка» Always Ultra
, после которой степень сжатия повышается на ура=) Тем более, что я эту степень сжатия чуть не посеял, когда менял поршня, которые клапана не гнут, потому что имеют более глубокие циковки под клапана, но компенсировал я её вот такими кольцами, так что мощность не ушла, но и не прибавилась особо …
Компрессия так и осталась, как и до замены поршней 13.9 — 14, ну грубо говоря 14=)
И мне как назло частенько начали попадаться статьи, кто это уже сделал, то есть поменял эту злосчастную «прокладку» на 21126, короче плюнул, хоть и откладывал до весны, кто же зимой такими ремонтами занимается, и поменял %)
Вот так наши прокладки выглядят в реале, меня ещё просил тут один товарищ такое фото снять для сравнения с нашей родной прокладкой, кстати я его заразил той же болезнью о замене этой злосчастной …))))
Но для того чтобы поставить прокладку 21126, надо было тщательно притереть плоскости ГБЦ и блока цилиндров, это было проделано
тут.
Кстати о толщине прокладок поведую, в этом как раз и кроется СМЫСЛ повышения степени сжатия …
Ну что я вам могу сказать други мои после установки прокладки 21126 …
Компрессия когда я замерял, показала 15.6 =) Даже в одном цилиндре было 15.9 =) То есть компрессия подлетела на 1.5 — 2.0 очка после замены прокладки на 21126=)
Так вот эта компрессия даром не прошла, со всеми доработками ДВС, она так сказать приумножила полезное действие всех множителей и двигатель просто полетел, в том смысле что не сломался или клинанул.
А вот сейчас будет самое интересное!
Всех интересует вопрос, гнёт ли клапана при установке прокладки 21126 от приоры?!
Об этом не одна «умник» не написала в интернете, вот ведь не хорошие люди))))
Я не раз замерял насколько выходят клапана из ГБЦ, а это 5.50 мм. Замерял и насколько глубокие циковки в поршнях, а это 5.50 мм. То есть прокладка даёт нам тот необходимый зазор, чтобы они не поздоровались при обрыве ремня ГРМ=)
Но на деле, когда я прикрутил ГБЦ положенной степенью затяжки и подняв поршня в ВМТ (верхняя мёртвая точка), провернув один из распредвалов, он упёрся на самом краю прохождения полного открытия клапанов, что значит, клапана упёрлись в поршень при ВМТ, что так же значит, если порвёт ремень ГРМ, они всё таки загнутся эти гвоздики проклятые ))))
Но никто об этом в интернете не написал, а ведь меняли эти прокладки миллион людей, наверное поэтому и не ответили, что за их обман, то что не гнутся клапана при смене прокладки, их просто заказало пол страны)))))
Здесь я всё Вам рассказал по чесноку, и придётся решать Вам, менять прокладку, или нет, выбирать между мощностью ДВС, либо чтобы где-нибудь не оборвало за 500 км. от дома ремень ГРМ, и вам не пришлось заказывать дорогостоящий локомотив под названием эвакуатор, чтобы добраться до House, по Русски ДОМОЙ … Только не вспоминайте при этом по английски бОга, так как ему
от дома ремень ГРМ, и вам не пришлось заказывать дорогостоящий локомотив под названием эвакуатор, чтобы добраться до House, по Русски ДОМОЙ … Только не вспоминайте при этом по английски бОга, так как ему
не понравится как звучит его иМя в английском переводе … Тот кто знает английский поймёт меня, а бОгу это точно не понравится, если его назовёте Гадом)))))
Ну вы так сильно не пугайтесь, если вы смотрите за автомобилем как за своим педикюром, смотрите своевременно за состоянием ремня ГРМ, помпой и роликами, тогда вам не грозит поговорка — На бОга надейся, а сам не плошай!=)
Прокладка ГБЦ ВАЗ 2112
Прокладка головки блока цилиндров для двигателя ВАЗ 2112, 21124.
Технические характеристики:
Габариты в упаковке (ДхШхВ), мм
Пильнуть под болты 12 на дв 2111 1,5 что то получится
12купе турбо,прокладку второй раз выдуло ,в чем причина не пойму ,ездил месяц после ремонта все хорошо было на гонках стартовал тасол через расширитель выкинуло и опять выдало(((
Ремонт ваз 21124 16 клапанов своими руками
Видео «Наглядное пособие по замене прокладки ГБЦ»
Пользователь Вячеслав Кравченко предлагает ознакомиться с процессом замены прокладки головки блока цилиндров на примере шестнадцатиклапанной «Десятки».
Многие владельцы предпочитают самостоятельно ремонтировать авто, поэтому им будет полезно знать, как производится замена прокладки ГБЦ на ВАЗ 2110 (2112) 8 и 16 клапанов. Эта деталь в общей конструкции двигателя играет важную роль. Выполнить самостоятельно такую операцию возможно, но потребуется применение специального динамометрического ключа для затяжки болтов крепления головки к блоку цилиндров. В большинстве гаражных кооперативов его можно легко отыскать.
Замена прокладки ГБЦ на ВАЗ 2110 (2112) 8 и 16 клапанов
производится при каждом снятии головки с блока цилиндров. Это предусмотрено условиями технического обслуживания, эксплуатации и ремонта этого автомобиля. Процедура выполнения замены сама по себе важная, но примерно одинаковая, за редким исключением, для всех моделей машин. Поэтому, считаем, статья будет полезной для многих владельцев авто.
Что она собой представляет?
Эта деталь двигателей внутреннего сгорания служит уплотнителем места, в котором происходит соединение ГБЦ с блоком цилиндров. На двигателе имеется ещё одна прокладка, которая уплотняет крышку клапанного механизма с ГБЦ. Путать эти детали между собой нельзя, это совсем разные изделия, их конструкция, назначение и применение разное.
На двигателе имеется ещё одна прокладка, которая уплотняет крышку клапанного механизма с ГБЦ. Путать эти детали между собой нельзя, это совсем разные изделия, их конструкция, назначение и применение разное.
Этой деталью происходит уплотнение сразу трёх раздельных, но связанных между собой систем двигателя. Это системы смазки, охлаждения и газораспределения. Именно из-за этого к ней применяются весьма высокие требования. В процессе сжатия топливной смеси в камере сгорания создаётся высокое давление, поэтому после каждого снятия ГБЦ нужно производить замену прокладки.
Если её использовать повторно, это может привести к её прогоранию, в результате которого произойдёт смешивание моторного масла с охлаждающей жидкостью. Это значит, что придётся менять кроме неё ещё и моторное масло с фильтром, и тосол в системе охлаждения. Производится несколько разновидностей таких изделий:
- Прокладки, изготовленные на безасбестовой основе,
их характеризуют как изделия, которые хорошо восстанавливаются и имеют минимальную усадку; - Изделия, изготовленные на основе асбеста
. Отмечается их высокая термостойкость, наличие упругости и эластичности. Рекомендованы они для использования в качестве рем комплектов; - Прокладки из металла
. Считаются сегодня изделиями, которые обладают высокой эффективностью и качеством, позволяют равномерно распределять создаваемое давление по всей уплотняемой поверхности.
 Отмечается их высокая термостойкость, наличие упругости и эластичности. Рекомендованы они для использования в качестве рем комплектов;
Отмечается их высокая термостойкость, наличие упругости и эластичности. Рекомендованы они для использования в качестве рем комплектов;Повод для её замены
Причин для этого может быть много, как для машин с пробегом, так и для новых автомобилей. В большинстве случаев предсказать сроки её замены невозможно. Имеются отдельные признаки, по которым можно судить о необходимости такой операции, однако часто это наступает внезапно.
Давайте рассмотрим несколько, наиболее часто встречающихся, признаков:
- Замечено появление капель моторного масла или охлаждающей жидкости в месте уплотнения головки и блока;
- Наличие выхлопа белесого цвета из выхлопной трубы является свидетельством проникновением охлаждающей жидкости из-за прогара прокладки;
- При проверке уровня масла на щупе замечено , это признак попадания ОЖ в систему смазки;
- Наличие масляных пятен в ОЖ, которые можно заметить в расширительном бачке или радиаторе;
- Пузырение охлаждающей жидкости является свидетельством прорыва выхлопных газов через прогар прокладки в систему охлаждения двигателя.

Когда пора менять?
Прокладка служит для уплотнения соединения головки с блоком цилиндров. Существует несколько ее видов:
- Асбестовые. Замена прокладки гбц. Снятие установка гбц. Ваз 2112 1.5. Главное преимущество: малая усадка и хорошая восстанавливаемость.
- Железные. Это одни самых надежных и высококачественных расходных материалов.
Новенькая железная прокладка ГБЦ
Безасбестовые. Используются в качестве ремкомплектов. Начало разборки двигателя ваз 21124, ремонт головки ваз 2112 16 (клапанов замена ремня. Главные плюсы: упругость, термостойкость, упругость.
Регламент подмены прокладки ГБЦ на ВАЗ 2112 16 клапанов указан в мануале, но это не является основной предпосылкой. Существует ряд признаков, по которым определяется необходимость подмены:
- протечка моторного масла либо тосола в области соединения;
- белоснежный пар, присутствующий в выхлопных газах, гласит о попадании тосола в цилиндры;
- при попадании отработанных газов в охлаждающую систему возникает пена на горловине расширительного бака;
- присутствие масляных пятен в охлаждающей жидкости (ОЖ), гласит о негерметичности соединения;
- наличие белоснежного налета на масляном щупе свидетельствует, что в моторном масле находится тосол, предпосылкой этого может быть испорченная прокладка.

Интервалы замены прокладки ГБЦ на Ваз-2110
Ремонт головки блока цилиндров от «а» до «я»
Предсказать точный срок службы прокладки весьма затруднительно.
Самое главное, что интересует владельцев – это интервал замены данной детали.
- Фирмы-изготовителя детали.
- Качества материала, из которого изготовлена прокладка.
- Условий, в которых хранились данные детали.
Так как прокладка сделана из резины, условия хранения напрямую влияют на срок её службы. Например, деталь, купленная на рынке, которая долгое время хранилась в сыром и неотапливаемом контейнере, будет хуже такой же запчасти, купленной в магазине.
Главной функцией является обеспечение максимальной герметизации блока цилиндров с ГБЦ. Если не следить за состоянием , то ресурс двигателя существенно сократится.
Признаки пробитой прокладки
Пена вокруг крышки расширительного бачка – один из признаков пробоя прокладки ГБЦ.
Узнать, что герметизация соединения нарушена, можно по следующим причинам:
- В выхлопных газах появляется белый пар.
- В тосоле можно заметить масляные пятна.
- Течь в соединениях ГБЦ.
- В поддоне находится большое количество масла.
- Вокруг заливной крышки можно заметить пену.

Хотя, кажется, что пары в тосоле заметить очень сложно, это можно сделать, надев пакет на горловину открытого расширительного бачка. Если в тосоле присутствуют газы, то пакет надуется.
Процесс замены для 16 клапанного авто
Процедура подмены прокладки ГБЦ на ВАЗ 2112 с движками, которые имеют 8 и 16 клапанов похожа. Для ее проведения нужно приготовить:
- набор накидных и гаечных ключей;
- динамометрический ключ;
- новый расходный материал;
- тару для слива ОЖ;
- незапятнанные тряпки.
Для удобства проведения процедуры лучше пользоваться эстакадой либо смотровой ямой.
Мотор ВАЗ 2112 16 клапанов
Этапы
- Сначала следует обесточить автомобиль методом снятия минусовой клеммы с АКБ.
- Потом нужно слить тосол в приготовленную емкость.
- Если ремонт осуществляется после поездки, то в топливной системе нужно скинуть давление. Для этого необходимо надавить на защелку и отсоединить провода топливного насоса от других проводов.
- На последующем шаге от выпускного коллектора нужно отсоединить приемную трубу системы выхлопа.
- Дальше снимается термостат.
- После откручивания гаек крепления кронштейна, его следует отвести в сторону.
- Потому что изменяется только прокладка, головка демонтируется в сборе с распредвалами.
- Совместно с головкой блока цилиндров снимается корпус подшипников и топливная рама.
- Потом необходимо отсоединить датчик, показывающий уровень давления масла в движке и датчик положения распредвалов.
- Дальше ослабляем болт натяжителя и снимаем зубчатый ремень ГРМ, следом снимается натяжной ролик.
- Зубчатый шкив необходимо зафиксировать, чтоб он не проворачивался. Потом следует отвернуть крепежный болт и снять его с шайбой.
- Дальше, воспользовавшись 2-мя отвертками, необходимо снять шкив с распредвала.
- На последующем шаге отсоединяется охлаждающая система и датчик температуры ОЖ.
- Для окончательного демонтажа на силовом агрегате с 16 клапанами необходимо выкрутить согласно схеме болты и вытащить их вкупе с шайбами.
- Вкупе с ГБЦ снимается древняя прокладка.


Демонтируем ГБЦ вкупе с прокладкой
Порядок и момент затяжки болтов ГБЦ на автомобиле ВАЗ 2112
Как поменять головку блока цилиндров на ваз 2114 своими руками
В ходе ремонта или обслуживания двигателя часто приходится снимать головку двигателя. При ее обратной установке необходимо соблюдать определенную последовательность установки болтов и соблюдать правильный момент затяжки ГБЦ ВАЗ 2112.
Одной из частых причин проведения затяжки болтов крепления головки блока цилиндров (ГБЦ) на ВАЗ 2112 является течь масла между головкой, прокладкой и блоком цилиндров.
Приметой течи масла в стыке деталей служит появление белесой эмульсии (смеси охлаждающей жидкости и масла) на стержне щупа или возникновение радужных пятен масла в жидкости, находящейся в компенсационном бачке.
Второй причиной проведения работы является установка снятой для ремонта или обслуживания головки.
Как правильно затягивать ГБЦ?
Головка крепится на десяти болтах и центрируется на блоке цилиндров ВАЗ 2112 16V двумя втулками.
По книге, на «двенадцатую» модель опционально мог устанавливаться более простой мотор с 8-клапанной головкой (8V). При установке и затяжке болтов головок обоих типов существуют одни и те же правила.
Однако момент затяжки ГБЦ ВАЗ 2112, измеряемый в Ньютонах на метр, зависит от типа установленного на машине двигателя.
Фото ниже демонстрируют визуальную разницу между моторами.
Двигатель 16V Двигатель 8V
Правила затяжки
При проведении затяжки следует обращать внимание на длину старых болтов для головки 16V — она не должна превышать 95 мм. При слишком большом удлинении деталей их следует заменить новыми
Многие специалисты по ремонту двигателей рекомендуют менять все болты, независимо от их состояния. На моторах 8V используются более длинные болты, их предельной длинной является значение 135,5 мм.
Но поскольку при затяжке используется больший момент, то болты доходят практически до предела текучести. Поэтому на 8V они подлежат обязательной замене новыми деталями.
В видеоролике (автор Марат Ибатуллин) кратко изложен процесс затягивания ГБЦ на моторе 8V.
Необходимые инструменты
Список инструментов и материалов для установки головки на место будет небольшим:
- головка с размером 10 мм и вороток для наживления болтов;
- динамометрический ключ до 50 Н/м (для 16V) или до 100 Н/м (для 8V) и головка 10 мм для окончательной затяжки;
- ветошь для протирки поверхностей;
- новая прокладка между ГБЦ и блоком;
- новые болты, необходимые для монтажа головки.
Пошаговая инструкция
При установке головки следует придерживаться последовательности шагов:
- Очистить контактные поверхности на блоке и головке от грязи, потёков масла и охлаждающей жидкости, а также от прилипших остатков прежней прокладки или следов применения герметика.
- Осмотреть в блоке отверстия, внутри которых нарезана резьба для вворачивания болтов фиксации головки. В них не должно быть никакой жидкости и грязи, иначе болты докрутить до конца не удастся. А при чрезмерном усилии может произойти срыв резьбы в блоке или поломка болта.
- Проверить и установить на место центрирующие направляющие в блок и выставить по ним новую прокладку.
- Подготовить головку к установке, смонтировать на ней все детали и произвести предварительную смазку необходимых узлов (например, стержней клапанов).
- Установить на прокладку головку блока и вставить в отверстия 10 болтов крепления и затянуть их в несколько приемов.
- Затянуть все болты по схеме (см. в фотогалерее). Стандартный момент затяжки ГБЦ ВАЗ 2112 по регламенту составляет 20 Н/м.
- Протянуть болты в той же последовательности доворотом на 90 град.
- Повторить протяжку по аналогии с предыдущим шагом.

При размещении головки блока на более простой двигатель последовательность несколько иная:
- Осмотр и очистка поверхностей и отверстий проводятся по аналогии с 16-клапанной головкой.
- Первым этапом болты затягиваются начиная от центра головки в соответствии со схемой (см. в фотогалерее) с моментом 20 Н/м.
- По этой же схеме производится первая затяжка болтов с моментом в диапазоне 70-85 Н/м.
- Доворот болтов на 90 градусов в той же последовательности.
- Повторный доворот еще на 90 градусов.

Загрузка …
Установка гбц ваз 2112 -16 клапанов
Канал Авто_Ремонт поможет для вас убрать неисправности автомобиля своими руками
При подмене распределительных валов на тюнячие, с большей фазой и подъемом все эти правила не действуют. При их установке нужно управляться советами производилей по установке таких валов. Там обычно указаны градусы до ВМТ, после ВМТ и все такое. Гбц 16 клапанов ремонт двигателя ваз 21124 ч.1. Об этом в последующий раз.
Сейчас перейдем к описанию процесса выставления меток:
Схема выставления меток шкивоф распределительных валов и коленчатого вала. Замена прокладки гбц ваз-2112 16 клапанов: фото, видео. Совмещаем точки A, B, C, D, E, F.
Совмещаем точки A, B, C, D, E, F.
Совмещаем метки на распредвалах и метки на пластиковом кожухе ремня ГРМ. Они ярко выражены, так что не перепутаете.
Для контроля положения коленвала, вынимаем резиновую заглушку на коробке, находится практически под термостатом. Там вы увидите маховик. Если вы меняете ремень на новый и заблаговременно выставили шкивы распредвалов по меткам, то заглянув через отверстие вы увидите насечку на маховике и метку (прорезь) на железном кожухе.
Если вы заблаговременно ничего не кооперировали, то нужно поворачивая маховик отыскать эту насечку (помните о том, что я писал ранее, на моторах где есть возможность встречи поршней и клапанов крутите все очень аккуратненько). И здесь начинается самое увлекательное. Лично у меня, на моей 2108 насечка была так не понятная, что я сходу и не сообразил, она ли это. Маховик местами побит и таких насечек было штуки 3, но одна прям глубочайшая, хоть и кривая. Давненько к нам не приезжало интересных авто и вот наконец свершилось. Встречайте renault megane ii с двигателем 1,6 16 клапанов замена ремня грм на 145 000 км. Если вы сомневаетесь, что это она, тогда выставляем ту которая больше похожа и перебегаем к шкиву распределительного вала.
Встречайте renault megane ii с двигателем 1,6 16 клапанов замена ремня грм на 145 000 км. Если вы сомневаетесь, что это она, тогда выставляем ту которая больше похожа и перебегаем к шкиву распределительного вала.
Смотрим совмещены ли метки на шкиве коленвала и на маслонасосе (на маслонасосе метка может быть прорезью, а может быть просто вертикальным ребром, в том же месте, где нарисована метка на рисунке). Я думаю не ошибетесь.
В общем, при выставлении меток на коленчатом вале, нужно достигнуть схождения меток на шкиве и маслонасосе, а так же на маховике и железном кожухе. Замена клапанов лада приора 16 клапанов. Замена прокладки крышки клапанов на ford fusion. После конечной установки метки на маховике, закрепите его. Как снять гбц на ваз 2109. Замена замена прокладки кпп лада калина своими руками;. Лично я вставляю отвертку в отверстие коробки таким макаром чтоб маховик стал недвижным. После чего устанавливайте ремень, ролики, натягиваем все это дело и заводим.
Для примера, отличие тюнячих валов с огромным подъемом и широкими фазами от стокового вала
Спасибо за внимание. Есть вопросы прошу в комменты.
Есть вопросы прошу в комменты.
Что еще почитать по теме:
Самостоятельный ремонт ГБЦ
Каждый отечественный автолюбитель обладает стандартными авто слесарными навыками и способен провести своими руками ремонт ГБЦ, для этого необходимо внимательно изучить нижеописанные этапы работы, которые условно разделяются на: подготовительный, демонтажный, ремонтный и монтажный.
Подготовительный этап
Начинают с загона автомобиля в помещение со смотровой ямой, отключения питания бортовой электросети (снятие клемм с АКБ), откручивание защиты картера двигателя и слива из него масла и охлаждающей жидкости, что делается в заранее подготовленные емкости через специальные технические пробки в картере. Данные работы стоит проводить исключительно на остывшем моторе, это позволит не получить ожог рук от нагретых (обычно до 60-80ºС) жидкостей.
Демонтаж
Начинается со снятия всего навесного оборудования ГБЦ (впускной и выпускной коллектора, патрубки радиатора охлаждения, воздуховод воздушного фильтра, высоковольтных проводов и свечей зажигания), защитный кожух ремня ГРМ, в результате чего открывается доступ до крепежа клапанной крышки. Откручиваем натяжной ролик ремней генератора и системы ГРМ, снимаем их, далее приступаем к демонтажу крепления крышки клапанов, выкручиваем их, получая свободный доступ к болтам ГБЦ. Выкручиваем их, после чего головку блока цилиндров можно снимать с картера движка.
Откручиваем натяжной ролик ремней генератора и системы ГРМ, снимаем их, далее приступаем к демонтажу крепления крышки клапанов, выкручиваем их, получая свободный доступ к болтам ГБЦ. Выкручиваем их, после чего головку блока цилиндров можно снимать с картера движка.
Ремонт
Разбирается снятая с мотора и поставленная на верстак ГБЦ. Откручивается крепеж распредвалов и они аккуратно вынимаются, далее достаются из посадочных мест гидрокомпенсаторы и с помощью винтового рассухаривателя, демонтируются стопорные кольца клапанов (сухарики), после чего они вытаскиваются со своих рабочих мест. Проведя разборку головки блока цилиндров, тщательно очищаем ее от технических загрязнений. Каждый новый клапан необходимо притереть к своим рабочим поверхностям, делается это с помощью дрели и специальной шлифовочной пасты.
Закончив со шлифовкой, рабочая поверхность тщательно протирается ветощью. На ГБЦ устанавливаются все новые детали. Обратно собирается механизм ГРМ (клапанные толкатели, гидрокомпенсаторы, распредвалы и их передние сальники) и головка блока цилиндров готова к монтажу на двигатель.
Монтаж
Начинают с отчистки поверхности картера мотора от остатков прокладки и следов утечек технических жидкостей, далее устанавливается новая прокладка ГБЦ на посадочное место и аккуратно надевается на специальные направляющие собранная головка, после чего по специальной схеме ее крепежные болты затягиваются динамометрическим ключом до требуемых усилий.
Следующим шагом монтируются ремни ГРМ и генератора, прикручивается на свои места все навесное оборудование, в мотор заливается новое масло и антифриз, двигатель запускается и внимательно контролируется на отсутствие протечек жидкостей и посторонних шумов. Также смотрите видео замены клапанов на ВАЗ 2112 (16-клапанник):
Знакомство с моделью
С новым движком агрегату дали заглавие -ВАЗ 21124, данная машина интенсивно борется с экологией наружной среды. Дополнительно ко всему в старте машины, стала осязаема тяга на низах, и движок сейчас работает спокойнее, без больших скачков. Нередко от хозяев 16-ти клапанных движков, слышны вопросы: «Что необходимо делать, чтобы клапаны не гнулись в поршне?». В Вуале 21124 данной задачи у Вас не будет существовать, в днище поршня есть лунки и спортивные валы, которые держут под контролем подъем поршня, а стук и шум двигателя ВАЗа 21124 пусть вас не стращает, это его обычная среда.
В Вуале 21124 данной задачи у Вас не будет существовать, в днище поршня есть лунки и спортивные валы, которые держут под контролем подъем поршня, а стук и шум двигателя ВАЗа 21124 пусть вас не стращает, это его обычная среда.
Тюнинг желтого железа
Ваз 21124 включает тюнинг «желтого железа», в котором устанавливаются стабилизаторы (для поворотливости), усилители и растяжки (для устойчивости на дорогах). Однако будьте осторожны с подделками данных деталей, в худшем случаи они навредят автомобилю, а в лучшем случаи Вы выкинете на ветер огромные деньги.
Почувствуйте себя настоящим водителем кольцевых гонок с «хэтчбеком» ВАЗа 21124. Все что Вам нужно, это установить дополнительные детали: шильдик (символы) на рукоятке авто, неоновую подсветку под днище авто, воздухозаборник на капот и крышу. Мощности машине добавит установка переднего и заднего бампера с аэродинамическим обвесом.
Забираемся внутрь автомобиля
Тюнинг ВАЗ 21124 включает в себя изменения внутреннего мира автомобиля. Замена помпы и ремня грм ваз 2110, 2111, 2112, лада приора, лада гранта, лада калина. (16 клапанов) течет помпа?Как поменять помпу на 16 клапанном двигателе? В салон ВАЗа устанавливаются дополнительные приборы и улучшаются старые, устанавливаются: спортивные сидения, рулевое колесо и подушки безопасности. Для шикарного вида ВАЗа 21124 не хватает обивки дверей, новых подлокотников, салонных ручек и деревянных карманов.
Замена помпы и ремня грм ваз 2110, 2111, 2112, лада приора, лада гранта, лада калина. (16 клапанов) течет помпа?Как поменять помпу на 16 клапанном двигателе? В салон ВАЗа устанавливаются дополнительные приборы и улучшаются старые, устанавливаются: спортивные сидения, рулевое колесо и подушки безопасности. Для шикарного вида ВАЗа 21124 не хватает обивки дверей, новых подлокотников, салонных ручек и деревянных карманов.
В мире дизайна тюнинга машин, есть широкий ассортимент тканей ПВХ для перетяжки потолка, множество вариантов карт дверей и кожзаменителей, которые отличаются расцветкой и дизайном.
Красиво в новом ВАЗе 21124 смотрится консоль в спортивном стиле, особенно в желтом, красном или синем цвете. Сама замена ремня грм на 8-клапанном моторе лада гранта непосредственно своими руками, почти не отличается от таковой, выполняемой на версии 16 клапанов отечественной лада гранта. Не забудьте про подиумы для динамиков и колонок, они существуют различного диаметра, расцветки и модели.
По желанию в салон устанавливают накладки-уголки, дверные вставки, солнцезащитные козырьки, декоративное покрытие пола, все зависит только от Вашей фантазии.
Тюнинг ВАЗ 21124 фото
Тюнинг ВАЗ 21124 изменяет большую часть системы автомобиля, поэтому данное авто по праву можно относить к категории скоростных. Так приятно, когда на дороге, Ваша машина с легкостью обходит другие машины, легко двигается и не шумит при быстром разгоне. Установка турбины на ВАЗ 21124. качественной тормозной системы, рулевого управления, улучшенной подвески для маневренности и легкой управляемости – все это называется чип-тюнингом автомобиля.
Ваз 21124 16 Клапанов Замена Прокладки
Сделай сам ваз 21124 Ремонт 16 клапанов
Содержание
Как самостоятельно поменять прокладку ГБЦ ВАЗ 2112?
Когда наблюдается утечка в точке, где блок цилиндров соединен с головкой цилиндров, это часто является необходимым условием для сожженной прокладки. Форд Mazda IMRC клапан; замена клапанов imcc на клапаны vas (клапаны imrc). В этом случае требуется замена прокладки головки клапана ВАЗ 2112 16. которую вы можете изменить самостоятельно. В статье приводится подробное описание того, как это сделать, а также соответствующее видео.
Форд Mazda IMRC клапан; замена клапанов imcc на клапаны vas (клапаны imrc). В этом случае требуется замена прокладки головки клапана ВАЗ 2112 16. которую вы можете изменить самостоятельно. В статье приводится подробное описание того, как это сделать, а также соответствующее видео.
Когда время меняться?
Прокладка используется для герметизации соединения головки с блоком цилиндров. Есть несколько типов:
- Асбест. Замена прокладки головки блока цилиндров. Снятие головки блока цилиндров Установка. Ваз 2112 1.5. Основное преимущество: низкая усадка и хорошая регенерация.
- Утюг. Это одни из самых надежных и качественных расходных материалов.
Совершенно новая прокладка головки цилиндров
- Нет асбеста. Используется в качестве ремонтных комплектов. Начинаем разборку двигателя ВАЗ 21124, ремонт головки ВАЗ 2112 16 (замена ремня клапана. Основные преимущества: эластичность, теплостойкость, эластичность.
- поток моторного масла или антифриза в зоне соединения;
- белый пар, присутствующий в выхлопе, указывает, что антифриз входит в цилиндры;
- пена попадает в выхлопную систему, когда выхлопной газ попадает в систему охлаждения;
- наличие масляных пятен в охлаждающая жидкость (Охлаждающая жидкость) обозначает протекающее соединение;
- Наличие белого пятна на масляной точке указывает на то, что моторное масло содержит антифриз, необходимым условием для этого может быть поврежденная прокладка.
Процедура замены прокладки ГБЦ на 16 клапанов ВАЗ 2112 указана в руководстве, но это не является обязательным условием. Существует ряд функций, которые определяют необходимость замены:
Существует ряд функций, которые определяют необходимость замены:
Процесс замены для автоматического 16 клапанов
Процедура замены прокладки ГБЦ на двигателях ВАЗ 2112 с 8 и 16 клапанами аналогична. Для его проведения необходимо подготовить:
- набор колпачков и гаечных ключей;
- гаечный ключ;
- новые поставки;
- емкость для слива теплоносителя;
- безупречные тряпки.
Для простоты процедуры лучше использовать пролет или смотровое отверстие.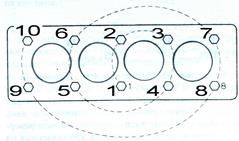
ВАЗ 2112 мотор 16 клапанов
Этапы
- Сначала отсоедините автомобиль, сняв отрицательную клемму с аккумулятора.
- Затем вам нужно налить антифриз в подготовленную емкость.
- Если ремонт выполняется после поездки, давление в топливной системе должно быть снято. Для этого нажмите на защелку и отсоедините провода топливного насоса от других проводов.
- На следующем этапе выхлопная труба должна быть отсоединена от выпускного коллектора.
- Термостат затем удаляется.
- При откручивании гаек кронштейна его следует отложить в сторону.
- Поскольку меняется только прокладка, головка разбирается вместе с распределительным валом в сборе.
- Вместе с головкой цилиндров снимаются корпус подшипника и топливная рама.
- Затем датчик уровня масла в двигателе и датчик положения распределительного вала должны быть отключены.
- В дальнейшем ослабить натяжной болт и снимите ремень ГРМ, затем снимите натяжной ролик.
- Зубчатый шкив должен быть заблокирован, чтобы он не возвращался. Затем открутите крепежный болт и снимите шайбу.
- Затем, используя 2 отвертки, снимите шкив с распределительного вала.
- На следующем шаге система охлаждения и датчик температуры охлаждающей жидкости выключаются.
- Для окончательной разборки 16-клапанного силового агрегата необходимо открутить болты согласно схеме и снять их вместе с шайбами.
- Старая прокладка снимается вместе с головкой цилиндров.
 Затем открутите крепежный болт и снимите шайбу.
Затем открутите крепежный болт и снимите шайбу.READ Как Снять Моторчик Печки Фольксваген Поло
Снять головку цилиндров вместе с прокладкой
Медная дыра
Фиксация затяжки болтов
Таким образом, замена прокладки ГБЦ на клапаны ВАЗ 2112. Простой процесс, в принципе, придерживаться последовательности разборки и сборки.
Видео «Проверка прокладки ГБЦ на ВАЗ 2112»
В этом видео показано, как проверить необходимость замены прокладки головки блока цилиндров.
Замена ремня ГРМ для 16 клапанных двигателей ВАЗ, маркировка
Многие люди приходят из поисковых систем по запросу: как пометить при установке ремня ГРМ на 16-клапанный двигатель ВАЗ.
Сразу скажу, что не имеет значения, какой у вас автомобиль ВАЗ 2112, 2110, Калина или Приора. Процедура одинакова для всех 16 клапанных двигателей.
Если вы просто заменяете старый ремень ГРМ на новый ремень ГРМ, то проще всего сначала установить коленвал и распределительный вал на отметки.
После снятия ремня ГРМ не вращайте коленчатый вал и распределительный вал под огромными углами, чтобы поршни не соприкасались с поршнями. Замена сальников клапанов на ваз-2112 16 клапанов без. Это касается только двигателей: 2112 1,5 литра и Приоровский двигатель 21126 1,6 л, если, конечно, до того как поршни были заменены на не тестовые.
Например, если вы устанавливаете раздельные шестерни без замены распределительных валов, вам нужно установить их в 0.
Замена прокладки головки блока цилиндров. Снятие головки блока цилиндров Установка. ВАЗ 2112 1.5 16v
В этом видео я подробно объясню замена прокладки
Головка блока цилиндров, предпосылки, при которых настало время ее менять, последствия.
Установка клапанов ГБЦ ВАЗ 2112.16
Канал Auto_Repont поможет вам самостоятельно устранить неисправности вашего автомобиля.
При замене распределительного вала на большую фазу и подъема распределительного вала все эти правила не применяются. При их установке вы должны следовать рекомендациям производителя по установке таких валов. Обычно это указывает на градусы к ВМТ, после ВМТ и все такое. Головка цилиндров 16 клапанов, ремонт двигателя ваз 21124 часть 1. Об этом в следующий раз.
Теперь давайте перейдем к процессу настройки тега:
Схема разметки распределительных валов и коленвала. Замена прокладки ГБЦ ВАЗ-2112 на 16 клапанов: фото, видео. Объедините точки A, B, C, D, E, F.
Совместите метки на распределительных валах и метки на пластиковой крышке ремня ГРМ. Они произносят, так что не смущайтесь.
Чтобы контролировать положение коленчатого вала, снимите резиновую заглушку на коробке, расположенной почти под термостатом. Там вы увидите маховик. Если вы замените ремень на новый и заранее установите шкивы распределительного вала, то, посмотрев через отверстие, вы увидите выемку на маховике и отметку (прорезь) на железном корпусе.
Если вы не сотрудничали заранее, то вам нужно повернуть маховик, чтобы найти это углубление (помните, что я писал ранее, на двигателях, где есть возможность встречи поршней и клапанов, все очень аккуратно вращаются). И вот тут начинается самое интересное. Лично на моей 2108 перерыв был настолько непостижимым, что я не сразу понял это. Маховик был поврежден местами, и было 3 таких разреза, но один был самой глубокой прямой, хотя и изогнутой. Долгое время интересные автомобили не приходили к нам, и наконец это случилось. Познакомьтесь с Renault Megane II, заменив ремень ГРМ 16-клапанного двигателя на 160 000 км при 145 000 км. Если вы сомневаетесь в этом, то мы разоблачим, как выглядит, и перебьем шкив распределительного вала.
READ Как Узнать Номер Краски Автомобиля Тойота
Мы видим, совпадают ли метки на шкиве коленчатого вала и масляном насосе (масляный насос может быть утоплен, или он может быть просто вертикальным, где есть метка на рисунке. Рисунки). Я думаю, что вы не ошиблись.
Как правило, при установке меток на коленчатом валу необходимо добиться сближения меток на шкиве и масляном насосе, а также на маховике и железном корпусе. Замена передних клапанов на 16 предыдущих клапанов. Замена прокладки клапанной крышки с помощью расплавителя Ford. После маркировки маховика закрепите его. Как снять головку блока цилиндров на ВАЗ 2109. Замена калины Лада своими руками; Лично я вставляю отвертку в отверстие в коробке, чтобы сделать маховик неподвижным. Затем установите ремень, ролики, вытащите все это и начните.
Например, разница между огромным валом подъема вала и широкими фазами от вала вала
Спасибо за внимание. Любые вопросы, пожалуйста, задавайте в комментариях.
Что еще читать по теме:
Сделай сам ваз 21124 Ремонт 16 клапанов
Тюнинг двигателя ВАЗ 21124: фото и видео
ВАЗ 2112 начал эксплуатироваться в 1999 году. Замена гидрокомпенсаторов ВАЗ-2112 (21124, 16 ваз клапанов на 16 ячеек. Замена прокладки. Автомобиль представлен 5-дверным кузовом с кузовом хэтчбек с удобной конструкцией. Благодаря собственной конструкции, ВАЗ 2112 могли правильно реагировать на повороты рулевого колеса. Были улучшены 16-клапанные двигатели, а в 2004 году конструкторы сменили двигатель автомобиля.
Новый двигатель мощностью 124 лошадиных силы изменил высоту коленчатого вала системы на 2,3 мм, в результате чего рабочий ход поршня увеличился на 4 мм, а объем двигателя. до 1,6 л.
Представляем модель
С новым двигателем устройство было названо. ВАЗ 21124, эта машина активно борется с окружающей средой. В дополнение к запуску автомобиля, тяга в нижней части стала заметной, и двигатель теперь работает тише, без больших прыжков. Часто владельцев 16 клапанных двигателей спрашивают: «Что я должен сделать, чтобы предохранить клапаны от изгиба в поршне?» В Veil 21124 у вас не будет этой задачи, в нижней части поршня есть отверстия и спортивные валы, которые контролируют подъем поршня, его детонацию и шум. ВАЗ 21124 двигатель пусть вас это не пугает, это его обычное окружение.
Модернизация автомобиля в настоящее время является наиболее важной целью каждого современного и уважающего себя водителя. Тюнинг ВАЗ 21124 Содержит конфигурации, как внутренние особенности автомобиля, так и внешние. Замена прокладки ГБЦ ВАЗ 2114 на 8 8 калиновых клапанов своими руками). Стильный внешний вид автомобиля включает в себя установку обвеса на крыльях бампера, подоконниках, капотах и дверях, что придает вашему автомобилю особый спортивный вид, а также улучшает его авиационные характеристики. Создавать спорт автомобиль ВАЗ 21124. Не обойтись без замены элементов кузова на пластик. Пластиковые детали уменьшают вес автомобиля, поэтому он становится легким на дороге. Финальной особенностью спортивного автомобиля является установка литых дисков и спортивных шин.
Желтый железный тюнинг
ВАЗ 21124 включает в себя тюнинг «Желтое железо», в котором установлены стабилизаторы (для ловкости), усилители и удлинители (для устойчивости на дороге). Тем не менее, будьте осторожны с подделкой этих частей, в худшем случае они повредят автомобиль, и в лучшем случае вы заработаете много денег.
Почувствуйте себя настоящим гонщиком с Хэтчбек ВАЗ 21124. Все, что вам нужно сделать, это установить дополнительные детали: знак (символы) на ручке автомобиля, неоновые лампы под полом автомобиля, воздухозаборник на капоте и крыше. Мощность автомобиля будет добавлена передней и передней установкой задний бампер с аэродинамическим обвесом.
READ Как Снять Задний Фонарь Киа Сид
Заходим в машину
Тюнинг ВАЗ 21124 включает в себя изменения в интерьере автомобиля. Замена насоса и ремня ГРМ ВАЗ 2110, 2111, 2112, Лада Приор, Лада Грант, Лада Калина. (16 клапанов) Работает ли насос? Как поменять насос на 16 клапанном двигателе? Внутри ВАЗа установлены дополнительные устройства и модернизированы старые, установлены следующие: спортивные сиденья, руль и подушки безопасности. Для шикарного вида у ВАЗ 21124 отсутствует обивка для дверей, новые подлокотники, внутренние ручки и деревянные карманы.
В мире автомобильного тюнинга представлен широкий ассортимент тканей из ПВХ для потолочных потолков, множество вариантов дверных карт и кожзаменителей, отличающихся по цвету и дизайну.
Красивая в новый ВАЗ 21124 Консоль выглядит спортивно, особенно в желтом, красном или синем цвете. Замена ремня ГРМ на 8-клапанном самонесущем патрубке двигателя практически ничем не отличается от замены в версии 16 внутреннего впускного клапана. Не забудьте подиумы для колонок и колонок, они бывают разных диаметров, цветов и моделей.
При желании установите накладки на углы, дверные вставки, солнцезащитные козырьки, декоративные полы, все это зависит от вашей фантазии.
Тюнинг фото ВАЗ 21124
Тюнинг ВАЗ 21124 меняет большую часть системы автомобиля, поэтому этот автомобиль по праву можно отнести к категории скоростных. Это так приятно, когда в дороге ваш автомобиль легко обходит другие автомобили, легко движется и не шумит при быстром ускорении. Установка турбины на ВАЗ 21124. Качественная тормозная система, рулевое управление, улучшенная подвеска для маневренности и простоты эксплуатации. все это называется чип-тюнингом автомобиля.
Наконец, мы переходим к настройке чипа
Мы неоднократно говорили о настройке чипов, например, когда мы настраивали чип Chevrolet Niva. концепция тюнинг чипов ВАЗ 21124 Это подразумевает мерцание родного распредвала двигателя. Самый простой способ сделать это. обратиться к опытному специалисту, чтобы не повредить автомобиль и получить то, что вы запланировали. Однако, изучив необходимую информацию, вы можете самостоятельно выполнить настройки чипа.
Теперь давайте попробуем кратко описать, как это сделать Занимаюсь тюнингом ВАЗ 21124 с использованием валов Стольникова 8,9 фазы 280 или валов Нуждинова 8,85.
Прямой выпуск 4-2-1, 54-56-миллиметровый ресивер и демпфер находятся в системе автомобиля, что увеличивает объем двигателя. Двигатель будет эффективен, если поршень заменить легким. Система претерпевает изменения, чтобы уменьшить расход топлива и увеличить мощность двигателя.
Если мощности недостаточно, вы можете уточнить головку цилиндров (головку цилиндров) и установить широкофазный вал. Не забудьте поставить компрессор и 4 впускных турбины дросселя, для скоростной езды, для настоящих любителей спортивных гонок. Четыре дроссельных двигателя необходимы для стабильной работы двигательной установки и повышенной чувствительности педали газа.
Это работает следующим образом: каждый цилиндр двигателя получает один из дросселей, что приводит к резонансным колебаниям воздуха между цилиндрами, что приводит к стабильной работе двигателя снизу вверх. Замена прокладки ГБЦ на 16-клапанный ВАЗ 2112 самостоятельно. Обратите внимание, что в дополнение к самой системе дроссельной заслонки необходимо также приобрести адаптер коллектора, трубопровод, нулевой фильтр, датчик абсолютного давления, форсунки, регулятор давления топлива и выполнить прошивку системы для 4-х дроссельных двигателей.
дела тюнинг чипов ВАЗ 21124 Вы можете получить двигатель мощностью около 180-200 лошадиных сил.
Тюнинг двигателя ВАЗ 21124 фото
Тюнинг автомобиля ВАЗ 21124 в него входят изменения во многих характеристиках, а грамотный и правильный выбор вашего автомобиля поможет специалисту сделать это.
Вы можете говорить о настройке в течение нескольких часов, поэтому для более подробного ознакомления с процессом лучше посмотреть соответствующее видео:
Источник
Обслуживание прокладок головки цилиндров
в двигателях современной эпохи | 2021-01-25
«У моего двигателя порвалась прокладка головки блока цилиндров, и теперь он перегревается». Это довольно часто встречающийся диагноз коленного рефлекса. Однако это неправильно. Когда двигатель перегревается или если прокладка позволяет выходить охлаждающей жидкости или газам сгорания, не следует автоматически винить прокладку. Прокладки ГБЦ можно рассматривать как предохранитель. Если прокладка «выходит из строя», это признак того, что неисправность вызвана чем-то другим, а не самой прокладкой.
Возможные причины включают неровные поверхности настила, неправильно обработанные деки, деки с ямками, трещины на деках, загрязнения прокладок или неправильное / недостаточное давление зажима.Сильный перегрев, вызванный отказом водяного насоса, заеданием термостата или ограничением системы охлаждения, может вызвать деформацию (коробление) головки до точки, в которой нарушается постоянное соединение прокладки между блоком и головкой. Алюминиевые головки блока цилиндров более склонны к короблению из-за перегрева двигателя.
Важно понимать, что в большинстве случаев причиной перегрева является не прокладка головки блока цилиндров. «Неудачная» прокладка головки блока цилиндров — просто побочный продукт первопричины.Убедитесь, что правильная прокладка была установлена и установлена правильно, не вините прокладку. Скорее нужно искать причину взлома прокладки.
ПРОКЛАДКИ MLS
Прокладки головки блока цилиндров
MLS, или «многослойная сталь», изготавливаются из нескольких слоев нержавеющей стали. На внешних слоях имеются рельефные рельефные участки, которые действуют как пружины, сжимаются под действием сопротивления и сохраняют герметичность. Внутренние слои (в зависимости от конструкции может быть задействовано от одного до семи слоев) служат как для создания необходимой толщины для данного применения, так и в качестве опорного основания.
Пример 3-х слойной прокладки MLS. В зависимости от области применения прокладки могут иметь до семи слоев. Центральный опорный слой служит не только опорой между внешними слоями, но также служит для определения толщины уплотнения прокладки.
Закаленные внешние слои с тиснением сжимаются, когда головка блока цилиндров зажимается на месте, что обеспечивает превосходную герметичность. На внешние слои также нанесено специальное покрытие для облегчения запайки в холодном состоянии.В отличие от композитных прокладок, прокладки из MLS не разрушаются, не выгорают и не требуют повторной затяжки. Хотя использованная прокладка головки MLS может быть пригодна для повторной установки, ее всегда рекомендуется заменять новыми прокладками. Благодаря закаленным и тисненым внешним слоям прокладка головки из MLS не остается в сжатом состоянии, когда головка зажимается на месте. По мере того, как температура двигателя повышается и понижается, «пружинная» характеристика тисненых слоев продолжает уплотняться, даже когда головка блока цилиндров хочет оторваться от блока.
Независимо от области применения двигателя всегда проверяйте, чтобы отверстия с внутренней резьбой в блоке двигателя были чистыми и сухими. Используйте специальный метчик для нарезки резьбы, чтобы восстановить резьбу с заусенцами и удалить ржавчину или мусор с помощью растворителя и сжатого воздуха. Никогда не используйте традиционный метчик, так как это удалит важный материал, который может ослабить резьбу. Метчики Chaser доступны для всех популярных размеров резьбы.
И да, головка блока цилиндров действительно пытается сдвинуться и подняться в рабочих условиях, оказывая дополнительное усилие на болты головки, в результате чего болты слегка растягиваются в длину.Высокая температура и давление в баллоне постоянно пытаются отодвинуть головку от блока. Что касается температурных факторов, это особенно заметно в сборках железных блоков и алюминиевых головок из-за расширения и сжатия разнородных металлов.
Короче говоря, конструкция и технология прокладок головки MLS намного превосходят композитные прокладки с точки зрения долговечности и герметичности. Это не означает, что композитные прокладки — плохой выбор. Старые двигатели, которые были спроектированы для уплотнения с помощью композитных прокладок, могут по-прежнему обслуживаться с этим типом прокладки, но использование прокладок MLS повысит надежность для этих приложений.
Запустите метчик вручную, снимите и промойте отверстие. После подачи сжатого воздуха снова откройте кран и снова продуйте. Убедитесь, что резьба каждого отверстия чистая, без заусенцев и сухая.
ОТДЕЛКА ПОВЕРХНОСТИ
Прокладки головки блока цилиндров
MLS требуют очень гладкой поверхности деки, чтобы обеспечить более низкий коэффициент трения с более тонкой / гладкой поверхностью, чем у двигателей более старых конструкций, которые требовали композитных прокладок головки. Гладкость поверхности деки измеряется в Ra (средняя шероховатость).Чем меньше число Ra, тем мельче отделка.
Если двигатель, который изначально требовал прокладки головки из композитного материала, будет собираться с прокладкой MLS, поверхности деки (блок и головка), вероятно, потребуется обработать для получения более гладкой поверхности, обычно в диапазоне 20- 50 Ra (средняя шероховатость). Однако для двигателей, в которых изначально использовались композитные прокладки головки блока цилиндров, производители прокладок, такие как Fel-Pro, также предлагают прокладки из MLS, которые имеют немного более толстое внешнее покрытие, подходящее для шероховатости до 80 Ra, поэтому, если вы планируете установить прокладки MLS на старый двигатель, возможно, нет необходимости в фрезеровании деки.
\
После снятия головки блока цилиндров проверьте плоскостность деки с помощью линейки точного станка и щупа на предмет деформации. Зарегистрируйтесь в четырех местах. Здесь голова проверяется спереди назад. Если деформация обнаруживается за пределами спецификации, головку необходимо либо отфрезеровать, либо заменить.
Здесь голова проверяется по диагонали слева направо сзади. Всегда сверяйтесь со спецификациями допусков автопроизводителя, но общепринятое максимальное значение деформации составляет около 0.003 дюйма на деке V6, 0,004 дюйма на деке V8 и около 0,006 дюйма на деке с прямым шестигранником.
Затем проверяется верхняя дека в противоположном диагональном направлении. Для алюминиевой головки общепринятый максимум составляет около 0,002 дюйма в любом направлении и менее 0,001 дюйма на любой 3-дюймовой поверхности.
Для комбинаций блока из чугуна и головки из чугуна, в которых используется композитная прокладка (без асбеста / графита), приемлемая обработка поверхности находится в диапазоне от 60 до 100 Ra.Для железных блоков с алюминиевыми головками допустимый диапазон составляет от 20 до 50 или от 50 до 60 Ra (уточняйте в руководстве по эксплуатации). Просто поймите, что прокладки MLS требуют более гладкой поверхности.
Так как обычная ремонтная мастерская не будет оборудована для ремонта настила ни для очистки, ни для получения более тонкой отделки, если это необходимо, лучше всего поручить это местной и опытной мастерской по ремонту двигателей.
Головка также проверяется на деформацию по ширине палубы (от внутреннего к внешнему).
ПЛОСКОСТЬ ПАЛУБЫ
При замене прокладки головки блока цилиндров всегда проверяйте ровность поверхности как на блочной платформе, так и на верхней деке, используя прецизионную линейку и щуп. Положите линейку на деку спереди назад по центру. Затем расположите линейку от угла к противоположному углу (по диагонали), проверяя обе диагонали (спереди справа налево и слева направо).
Для двигателя с железным верхним расположением клапана (двигатель с толкателем) общепринятая максимальная деформация составляет около 0.003 дюйма на деке V6, 0,004 дюйма на деке V8 и около 0,006 дюйма на деке с прямым шестигранником. Для алюминиевой головки общепринятый максимум составляет около 0,002 дюйма в любом направлении и менее 0,001 дюйма на любой 3-дюймовой поверхности. Всегда сверяйтесь со спецификациями допусков автопроизводителя.
Примечание. Если вы имеете дело с двигателем OHC, также проверьте наличие деформации вдоль отверстия (ов) кулачка OHC с помощью прецизионной планки. Если дека деформирована, но отверстия кулачков прямые, можно спасти головку, заменив поверхность деки (конечно, в зависимости от того, сколько материала необходимо удалить и оставаться в пределах безопасного зазора между поршнями и клапанами.
Однако, если отверстие кулачка деформировано, головку блока цилиндров необходимо будет либо заменить, либо выровнять / отточить. В этом случае клиенту может быть удобнее заменить головку новой или качественной восстановленной головкой.
Обратите внимание, что, фрезеровав верхнюю деку OHC, вы влияете на синхронизацию распределительного вала, поэтому снова обращайтесь к спецификациям допусков производителя. Если излишек материала необходимо фрезеровать для достижения плоскостности, можно заказать прокладку из MLS, которая имеет дополнительную толщину, чтобы компенсировать удаление материала.
ПОДГОТОВКА ПОВЕРХНОСТИ
При установке прокладок головки блока цилиндров MLS устанавливайте их всухую, без добавления герметика. Абсолютно важно убедиться, что блочная дека и верхняя дека чистые и сухие.
Тщательно протрите настил быстросохнущим растворителем, например спиртом, используя безворсовое полотенце перед установкой прокладки. Большинство прокладок MLS имеют специальное покрытие (витон или нитрил, обычно толщиной около 0,001 дюйма), которое позволяет головке двигаться во время расширения и сжатия (особенно важно, когда алюминиевая головка прикреплена к чугунному блоку из-за разной скорости расширение / сжатие) и способствует холодному запечатыванию.
Никогда не протирайте прокладку каким-либо растворителем, так как это может легко испортить / удалить специальное покрытие поверхности. Кроме того, поскольку вам необходимо предотвратить повреждение этого покрытия, храните прокладку в упаковке перед установкой, чтобы предотвратить случайное повреждение покрытия, которое может произойти при переносе, наложении на рабочий стол и т. Д. Избегайте попадания грязных или масляных отпечатков пальцев на поверхности прокладки.
Если будет обнаружено, что колода блоков деформирована, блок необходимо восстановить или заменить.Обычно это не проблема для железных блоков, но может присутствовать на некоторых алюминиевых блоках, которые подверглись сильному перегреву.
МОМЕНТ И УГОЛ МОМЕНТ ПЛЮС
При затягивании резьбового крепежа очень важно обращаться к руководству по обслуживанию автопроизводителя, чтобы определить, рекомендуется ли повторно использовать оригинальные болты с головкой или нет. Если болты имеют конструкцию T-T-Y (крутящий момент до предела текучести), их нельзя использовать повторно, так как они могли растянуться за пределы своей точки упругости.
Хотя некоторые могут подумать, что болт — это жесткий компонент, это заблуждение. Болты, в зависимости от конструкции и приложения зажимной нагрузки, слегка растягиваются по длине при полной затяжке с указанным крутящим моментом (или крутящим моментом плюс угол), в некоторых отношениях аналогично резиновой ленте. Болты с головкой предназначены для небольшого растяжения в пределах их расчетного диапазона упругости для получения надлежащего зажимного усилия.
Если болт затягивается сверх расчетной упругости, болт изнашивается и больше не может выдерживать первоначальную зажимную нагрузку.Это позволяет головке цилиндров выходить за пределы точки уплотнения, в результате чего (среди прочего) охлаждающая жидкость, масло и / или давление сгорания выходит за пределы прокладки головки.
Соблюдайте осторожность при обращении / установке прокладки головки блока цилиндров. Все поверхности должны быть сухими. Избегайте грязных или жирных отпечатков пальцев и царапин.
Обратите внимание на ориентацию прокладки. Некоторые прокладки имеют маркировку, указывающую на переднюю часть. Всегда проверяйте размещение прокладки на блочной платформе, чтобы убедиться, что все критические отверстия расположены должным образом.
Прокладка головки блока цилиндров Honda B18 является примером. Обратите внимание на переходный переход.
Болты с крутящим моментом до предела текучести разработаны как одноразовые болты и не должны использоваться повторно (опять же, см. Руководство по обслуживанию). Если требуется модернизация, послепродажные болты с головкой легко доступны из таких источников, как ARP, которые обеспечивают более высокую прочность на разрыв и требуют установки только с крутящим моментом (не требуется дополнительного поворота на угол). В таких случаях производитель болтов порекомендует значение крутящего момента, которое может отличаться от указанного производителем.
Важно понимать, что любой тип болта с головкой под головку может быть затянут методом «крутящий момент плюс угол», но если указаны характеристики крутящего момента / угла, не следует слепо предполагать, что болты имеют крутящий момент до предела текучести. Хотя большинство современных технических требований к двигателю может требовать затяжки с крутящим моментом плюс угол, это не обязательно означает, что болты имеют крутящий момент до предела текучести. Если не T-T-Y, оригинальные болты можно использовать повторно. Опять же, проверьте руководство по обслуживанию.
В некоторых случаях двигатель может иметь шпильки головки блока цилиндров вместо болтов.Если устанавливаются шпильки, не прилагайте чрезмерных усилий к шпильке при установке на блочную платформу. Шпильки следует устанавливать вручную (для некоторых может потребоваться небольшая предварительная нагрузка, возможно, 5 или 10 фунт-футов). Для шпильки требуется только полное резьбовое соединение с декой блока. При затяжке гаек до указанного значения будет приложена зажимная нагрузка.
Смажьте резьбу крепления головки смазкой, указанной в руководстве по эксплуатации двигателя. Если используются неоригинальные крепежные детали, производитель может порекомендовать другую смазку.Тип смазки напрямую влияет на значение приложенного крутящего момента.
Также нанесите смазку на нижнюю часть головки болта (или на шайбу / гайку, если используются шпильки).
Чрезмерная затяжка шпилек на блоке может легко привести к растянутому состоянию, затрудняющему установку головки, в дополнение к возникновению чрезмерного бокового напряжения на шпильках и в месте контакта шпилек со сторонами отверстий для болтов в головке.
Независимо от использования болтов или шпилек, также очень важно следовать рекомендациям автопроизводителя или производителя крепежа по смазке резьбы.В зависимости от области применения рекомендация может потребовать использования моторного масла или специальной смазки для резьбы, которая снижает трение резьбы. Рекомендуемый крутящий момент может быть основан на использовании масла или «более скользкой» смазки.
Использование неправильной комбинации крутящего момента и смазки может привести к недостаточному или чрезмерному давлению зацепления резьбы. Например, если приложение требует 70 фут-фунтов. Если резьба смазана моторным маслом, и вы затягиваете только с усилием 50 фунт-фут, крепежные детали головки могут не обеспечивать надлежащую растягивающую / зажимную нагрузку.
Точно так же, если применяется смазка, которая значительно снижает трение, и те же болты затягиваются с указанным моментом 70 футов на фунт, вы на самом деле можете чрезмерно растянуть болты за пределы их точки упругости.
Правильно совместив прокладку головки с дюбелями в блочной платформе, осторожно установите головку, чтобы она вошла в дюбели. Избегайте скольжения головки, так как это может порезать поверхность деки или повредить прокладку.
Суть: убедитесь, что вы используете правильную комбинацию смазочного материала и значения затяжки для типа устанавливаемого крепежа.Особенно при работе с алюминиевыми головками вы хотите, чтобы нижняя сторона болта (или гайки) головки не врезалась в более мягкую алюминиевую поверхность. Обычно рекомендуется использование закаленных шайб. Это также обеспечивает опорную поверхность для нижней стороны головки болта или гайки, помогая в достижении более точного крутящего момента / зажимной нагрузки.
Обязательно правильно смажьте все контактные поверхности (резьбу, шайбы и нижнюю сторону головок болтов). Любое чрезмерное трение из-за сухой резьбы или нижней стороны головки болта может привести к неточной (и неадекватной) зажимной нагрузке.Неправильная зажимная нагрузка нарушит устойчивость головки к блоку и, таким образом, подорвет способность прокладки головки к уплотнению.
Обратите внимание на длину головных болтов, так как длина может варьироваться в зависимости от области применения двигателя.
Болты с затяжкой до предела текучести обычно легко определить по поднутрению между головкой болта и резьбовой частью.
Не верите? Вот информация от Fel-Pro относительно T-T-Y:
Болты
эластичны по своей природе, что означает, что в пределах их диапазона упругости они будут растягиваться при увеличении нагрузки на болт.Пока болт не подвергается напряжению, превышающему его испытательную нагрузку (максимальная нагрузка, которую болт может выдержать и при этом вести себя эластично), он вернется к своей исходной (статической) длине после снятия крутящего момента. Однако обычные болты могут быть проблемой, когда они используются на алюминиевых головках, учитывая, что скорость расширения этого типа головки может растягивать типичные болты выше их предела текучести. Этого можно избежать, разработав и предложив более совершенные крепежные детали, соответствующие этим условиям.
Традиционно крутящий момент является расчетным числом.Эта спецификация крутящего момента применяет надлежащую зажимную нагрузку к соединению с учетом трения, создаваемого резьбой и нижней стороной головки болта. Современный двигатель требует более высоких зажимных усилий (из-за повышенного давления сгорания), чего нельзя достичь с помощью обычных болтов малого диаметра. К сожалению, использование болта большего диаметра не является ответом, поскольку чем больше болт, тем меньше он будет растягиваться. Помните, что растяжение болта — это то, как мы получаем максимальную зажимную нагрузку.
Используемые многими производителями, особенно в двигателях с алюминиевыми головками и в сочетании с прокладками головки MLS, болты с головкой T-T-Y спроектированы так, чтобы растягиваться в пределах контролируемой зоны текучести.Достигнув этой зоны, они поддерживают более точный и постоянный уровень прижимной силы по всей поверхности сопряжения головки с блоком. Болты растягиваются до предела упругости, растяжение приближается к пределу упругости болта, постоянно растягивая его.
Достижение точной зоны текучести достигается путем затяжки болтов с определенным крутящим моментом, а затем поворота болтов на заранее определенное количество градусов. Поворот болтов на заданное количество градусов и размещение крепежных элементов в зоне текучести будет учитывать «разброс нагрузки зажима» или вариации из-за условий, таких как тип сборочной смазки, состояние резьбы болта и отверстия под болт и качество поверхности крепежа.
Почему указана затяжка с крутящим моментом и углом? В результате инженерных исследований, как только был достигнут базовый уровень приложенного крутящего момента, инженерные разработки показали, что определенная величина растяжения болта и зажимной нагрузки будет достигнута путем приложения определенного количества дополнительных вращений головки болта, что является более значительным точный метод приложения зажимной нагрузки, чем полагаться только на приложение крутящего момента, поскольку в процессе затяжки учитывается трение.
Метод «крутящий момент плюс угол» был разработан не сумасшедшими учеными, которые пытаются усложнить вашу жизнь.Этот подход разработан для достижения более точной зажимной нагрузки. Для обслуживания крепежных деталей, требующих крутящего момента плюс угол, вам понадобится не только качественный динамометрический ключ, но и средство для достижения заданных градусов дополнительного поворота головки болта.
Несмотря на то, что существуют недорогие угловые датчики, которые крепятся к храповому ключу или брусу прерывателя, самый простой (и наиболее точный) метод — использовать один из широко доступных цифровых динамометрических ключей, которые также имеют градусный режим (они доступны у таких поставщиков, как Snap-on, Mac Tools, GearWrench, ACDelco, Matco и другие).Просто нажмите кнопку, чтобы установить значение крутящего момента, и вращайте болт, пока эта настройка не будет достигнута (большинство из них обеспечивают как звуковое, так и визуальное предупреждение). Затем перейдите в градусный режим и продолжайте затягивать.
ОБСЛУЖИВАНИЕ ПОДГОЛОВНИКОВ
Перед снятием любых креплений головки дайте двигателю остыть до комнатной температуры. Удаление креплений при горячем двигателе может легко привести к короблению алюминиевой головки. Всегда старайтесь снимать болты головки в порядке, обратном их затяжке (см. Руководство по обслуживанию).Ослабляйте болты поэтапно, а не сразу.
Перед установкой новых болтов с головкой необходимо очистить всю внутреннюю резьбу с помощью нарезного приспособления, а не инструмента для нарезания резьбы! Нарезчик резьбы очищает и повторно формирует резьбу без обрезки или удаления важного материала резьбы. Очистите растворителем и сжатым воздухом. Любой мусор (ржавчина, грязь, старый резьбовой герметик и т. Д.) Или заусенцы резьбы создадут избыточное трение, что приведет к ложным показаниям крутящего момента.
Смажьте новые болты в соответствии с рекомендациями производителя оборудования.Не наносите чрезмерное количество масла или другой смазки в глухие резьбовые отверстия, так как это создаст гидравлический замок и помешает болту достичь надлежащей зажимной нагрузки. Если резьбовое отверстие открыто и переходит в водяную рубашку, на резьбу болта необходимо нанести соответствующий герметик для резьбы. Всегда соблюдайте последовательность затяжки OEM и спецификации крутящего момента / угла. Если вы не уверены в последовательности затяжки, начните с центра головы и работайте по расширяющейся спирали. Последовательность важна для равномерного распределения зажимной нагрузки по всей головке.
Затягивать болты с головкой лучше всего поэтапно, с усилием около 15 футов на фунт. приращения. Например, если конечный крутящий момент указан как 75 фут-фунт, сначала затяните все болты (в правильной последовательности) с усилием 45 фут-фунт, затем 60 фут-фунт до конечных 75 фут-фунт. Такой подход обеспечивает больший контроль точности зажимной нагрузки и равномерности зажимной нагрузки.
При работе со спецификациями крутящего момента плюс угол, крутящий момент в три этапа до первоначально указанного значения крутящего момента, затем (опять же, в правильной последовательности) продолжайте затягивать на дополнительные градусы угла, указанные для этого двигателя.
При использовании динамометрического ключа при приложении крутящего момента к болту делайте это плавным и медленным движением. Избегайте резких движений или быстрых движений.
Вы можете не знать об этом, но только около 15% от заданного значения крутящего момента используется для фактического приложения крутящего момента. Оставшиеся примерно 85% приложенного крутящего момента используются для преодоления ожидаемого трения.
Обратите внимание, что правильное приложение крутящего момента в рекомендуемой последовательности не только обеспечивает надлежащую зажимную нагрузку, но и помогает избежать нежелательной деформации отверстия цилиндра.Вы не поверите, но когда головки цилиндров зажимаются, отверстия цилиндров в блоке цилиндров могут слегка деформироваться (не круглые и конусные). Чтобы свести к минимуму это, важно соблюдать правильные процедуры при установке головки блока цилиндров, чтобы избежать проблем с плохим уплотнением поршневого кольца.
Начните затяжку крепежных элементов головки в указанной последовательности. Схема затяжки, начиная с центра, обычно повторяется по спирали наружу.Правильная последовательность имеет решающее значение для равномерного распределения зажимной нагрузки. Несоблюдение правильного рисунка может привести к деформации (деформации головки) и утечке через прокладку. Никогда не затягивайте крепеж полностью за один прием. Затяните в несколько этапов, опять же в соответствии со спецификациями руководства по обслуживанию. Избегайте резких или резких движений динамометрическим ключом.
РЕКОМЕНДАЦИИ ПО УСТАНОВКЕ ПРОКЛАДКИ
1. Как блочная, так и верхняя дека должны быть абсолютно чистыми и сухими.
2. Будьте осторожны при обращении с прокладками головки блока цилиндров.Избегайте загрязнения маслом, грязными / масляными отпечатками пальцев и т. Д. Держите прокладки защищенными / закрытыми до тех пор, пока они не будут готовы к установке. Если прокладка перегибается при обращении с ней, выбросьте ее и замените новой.
3. Обратите внимание на ориентацию прокладки. Многие прокладки имеют обозначение «ПЕРЕДНИЙ». На двигателях V-типа прокладки головки блока цилиндров будут специфичными для правого и левого расположения.
Современные цифровые динамометрические ключи могут обеспечить очень точное приложение крутящего момента. Некоторые инструменты, такие как блок Snap-on, показанный здесь, позволяют переключаться с момента затяжки на угловую затяжку без необходимости смены инструментов или использования адаптеров.
4. Установите прокладки MLS насухо. Наносите герметик, только если указано, там, где для удлиненных проушин прокладки может потребоваться герметик (это будет зависеть от конкретного применения).
5. Установочные штифты головки или установочные втулки должны быть установлены на настил блока перед установкой прокладки и головки. Эти дюбели обеспечивают правильную фиксацию прокладки и головки. Всегда используйте новые дюбели, чтобы избежать заусенцев или деформации дюбелей.
Цифровые динамометрические ключи позволяют быстро изменять требуемое значение и, в зависимости от модели, допускать настройку в футах.-фунт, Нм или дюйм-фунт.
6. Смажьте новые крепежные детали головки в соответствии с инструкциями производителя транспортного средства или производителя крепежа. Смажьте обе наружные резьбы и нижнюю часть головок болтов. Избегайте точек сухого трения.
7. Не наносите излишки масла / смазки на резьбу болта, которая может войти в глухое отверстие, чтобы избежать гидрозатвора.
После приложения указанного крутящего момента цифровой динамометрический / угловой ключ легко переключается в угловой режим. В отличие от использования простого адаптера углового калибра, некоторые цифровые динамометрические / угловые ключи позволяют достичь желаемого угла при храповике вместо того, чтобы выполнять одно непрерывное нажатие.
8. Нанесите резьбовой герметик на резьбу болтов, которые входят в водяные рубашки.
9. Обратите внимание на длину головных болтов. В зависимости от приложения длина может варьироваться в зависимости от местоположения.
10. Если устанавливаются шпильки с головкой, установите их на блок вручную. Затягивайте только гайку.
Хотя это не распространено на серийных двигателях, если вам нужно установить шпильки с головкой, а не болты, устанавливайте шпильки только вручную (хотя некоторые производители могут требовать очень небольшого предварительного натяга 5 или 10 футов).-фунт). Никогда не прикладывайте полный крутящий момент при установке шпилек в блок. Усилие зажима достигается при приложении крутящего момента к гайке. Чрезмерная затяжка шпилек на блоке легко приведет к растопырению.
1. Затяните фиксаторы головки в несколько этапов в соответствии с инструкциями руководства по обслуживанию. Никогда не затягивайте полностью за один шаг.
12. При использовании динамометрического ключа двигайте медленно и плавно. Избегайте быстрых и резких движений.
13. Если требуется крутящий момент плюс угол, используйте отдельный датчик угла или цифровой динамометрический ключ, который также имеет угловой режим.
14. Всегда соблюдайте рекомендованную схему / последовательность затяжки. Без исключений.
Из-за особенностей конструкции MLS прокладки головки могут быть заказаны с индивидуальной толщиной в зависимости от толщины или добавления центральных слоев. Это позволяет сохранить головку блока цилиндров, которая могла потребовать шлифовки, из-за которой головка была слишком короткой. Например, если алюминиевую головку нужно было восстановить, удалив, скажем, 0,020 дюйма материала настила, вы можете заказать прокладку, равную 0.020 дюймов толще оригинальной толщины. Такие производители прокладок, как Fel-Pro и Cometic, предлагают прокладки различной толщины для ряда популярных двигателей.
Официальный веб-сайт ARP
Нужно ли мне повторно затягивать болты или шпильки головки?
Если вы будете следовать инструкциям по установке ARP, повторная затяжка не потребуется. Тем не менее, это может быть необходимо при определенных обстоятельствах, если этого требуют инструкции производителя прокладки, особенно если было установлено огневое кольцо.ARP не рекомендует производить повторную затяжку на горячем двигателе.
Нужна ли смазка для болтов или шпилек?
Мы рекомендуем использовать смазку ARP Ultra-Torque для обеспечения равномерного и точного зажимного усилия и предотвращения заедания резьбы. Это особенно важно для крепежных изделий из нержавеющей стали. Смазку следует использовать под головкой болта или опорной поверхностью гайки и на резьбе, если не используется герметик для резьбовых соединений.
Могу ли я использовать Loctite или любой резьбовой фиксатор вместо сборочной смазки ARP Ultra-Torque?
Да, можно.Некоторые производители двигателей используют синий Loctite на конце шпильки, которая входит в блок. НЕ используйте Loctite для гаек шпилек с головкой или основных шпилек. Перед нанесением смазки всегда проверяйте чистоту резьбы. При использовании Loctite убедитесь, что вы собрали детали до того, как Loctite застынет. Вы можете использовать Loctite вместо ARP Ultra-Torque, но не используйте их вместе.
Должен ли я использовать Ultra-Torque?
Мы потратили два года на разработку ARP Ultra-Torque и создали то, что мы считаем идеальной смазкой для крепежных деталей.Все наши значения крутящего момента основаны на использовании Ultra-Torque. Мы не предоставляем значения крутящего момента для использования с любыми другими смазочными материалами для узлов крепежа (такими как моторное масло, молибденовая смазка и т. Д.). Используйте эти другие смазочные материалы на свой страх и риск, поскольку их использование может привести к поломке детали или двигателя, в отношении чего мы не несут ответственности.
Нужно ли смазывать резьбу болтов, идущих в блок?
Да. На глухих отверстиях нанесите небольшое количество смазки ARP Ultra-Torque на резьбу.Если шпильки выступают в водяную рубашку, вам необходимо очистить резьбу в блоке, чтобы удалить всю охлаждающую жидкость и остатки масла. Нанесите обильное количество герметика для резьбы ARP или высокотемпературного герметика для резьбы. Не применяйте ARP Ultra-Torque, если вы используете герметик для резьбы.
Можно ли повторно использовать болты и шпильки ARP?
Да. Если крепежные детали установлены и затянуты правильно и не имеют видимых признаков повреждения, их можно использовать повторно.Если на них видны признаки истирания резьбы или коррозии, их следует заменить. В случае стержневых болтов, если какой-либо из них приобрел постоянный набор и растянулся на 0,001 дюйма или более, вы должны немедленно заменить их. См. Страницу 29 в каталоге для получения более подробной информации об этом важном измерении.
Должен ли я сначала установить шпильки в блок?
После пробной установки шпилек в блок, как правило, легче удалить шпильки, надеть прокладку головки и головку на блок и установить шпильки.Это снизит вероятность повреждения верхней резьбы шпильки и царапания монтажных отверстий цилиндра. Если в блоке нет установочных штифтов, вы можете использовать шпильку для совмещения прокладки и головки.
Фаска на внутреннем диаметре шайбы идет вверх или вниз?
Сторона шайбы с фаской поднимается вверх по направлению к головке болта. Фаска предназначена для создания зазора по радиусу между стержнем болта и головкой болта.
Шпильки с головкой входят только в руки или вручную?
Да, шпильки ГБЦ устанавливаются только вручную. За исключением использования шестигранного ключа на шестиграннике, протянутом в конце шпильки (для облегчения установки, а не для приложения крутящего момента), не используйте никаких инструментов для установки их в блок. Однако чрезвычайно важно убедиться, что штифты полностью вставлены в отверстие в блоке и не заедают за поврежденную или корродированную резьбу в блоке, что мешает штифту полностью сесть.На это часто указывают, когда резьба шпильки выходит за поверхность деки.
Я слышал, что у некоторых людей были проблемы с утечкой воды из недавно установленных шпилек ГБЦ. Как убедиться, что у меня нет такой же проблемы с моими новыми головками ARP?
Перед установкой новых шпилек с головкой очень важно, чтобы у вас была чистая резьба как на блоке, так и на шпильках. Во-первых, очистите все резьбы в блоке с помощью резака для чистки резьбы, а НЕ обычным метчиком.Нарезчики резьбы сконструированы таким образом, что они не удаляют материал с резьбы, а просто удаляют мусор и коррозию. Убедитесь, что вы прошли до конца резьбы на дне отверстия. Затем очистите все отверстия в блоке с помощью очистителя тормозов или карбюратора, чтобы удалить весь мусор. Убедитесь, что резьба на новых шпильках чистая. Используйте обильное количество герметика для резьбы ARP, высокотемпературного силикона или Loctite, чтобы не было воздушных карманов, которые могут вызвать утечки. Затем следуйте инструкциям ARP по установке крепежа.
Совпадают ли рекомендации ARP с крутящим моментом со спецификациями производителя транспортного средства?
Иногда ARP рекомендует использовать характеристики крутящего момента, которые отличаются от характеристик производителя, но не всегда. Наши комплекты разработаны для конкретных применений с учетом необходимой зажимной нагрузки, которую мы пытаемся достичь, типа материала, материала блока или головки и т.д. завод взывает.
Число крутящего момента / растяжения, указанное для моего шатуна после продажи, отличается от того, что ARP называет для того же болта. Какую спецификацию я использую?
Обратитесь к производителю стержней и используйте их значение крутящего момента / растяжения.
Какой размер сверла мне нужен для шпилек колеса?
Чтобы определить, какой размер сверла вам нужен, вам необходимо знать материал вашей оси / ступицы и диаметр накатки шпильки колеса.В разделе «Ступицы колес» каталога на страницах 100 и 101 представлена вся информация, необходимая для просверливания отверстий правильного размера и обеспечения правильной установки. https://arpcatalog.com/100/
Основы головки блока цилиндров
Big-Block Chevy — CarTechBooks
Том Дюфур
Наклонные головки клапанов Chevy с большим блоком в значительной степени ответственны за огромную мощность двигателя Rat и его неизменную популярность. Первоначальная конструкция головки часто упоминается как имеющая угол наклона клапана 26 градусов, хотя этот угол наклона впускного клапана является только одним из четырех углов, необходимых для численного описания углов клапана большого блока.Выхлоп наклонен на 17 градусов относительно поверхности палубы, и оба наклонены на 4 градуса в сторону. Такое сложное расположение углов клапана придает головке большого блока характерный вид «клапаны, указывающие повсюду», когда крышки клапанов сняты, и является причиной раннего прозвища «голова дикобраза», когда большой блок дебютировал в середине 1960-х годов.
Алюминиевые головки блока цилиндров для вторичного рынка предлагают огромный потенциал воздушного потока для максимального использования потенциала мощности.
Заводские головки Chevy с большими блоками предлагаются из алюминия и чугуна, с открытыми или закрытыми камерами сгорания и с овальными или прямоугольными впускными отверстиями. На вторичном рынке большинство высокопроизводительных головок представляют собой алюминиевые прямоугольные порты с открытой камерой, напоминающие оригинальные отливки LS6, хотя вы также можете купить вторичные овальные порты и чугунные головки.
Заводские головки классифицируются как высокопроизводительные (прямоугольные порты) или стандартные легковые автомобили (овальные порты).Грузовики последних моделей имеют еще меньшее овальное впускное отверстие, часто называемое портом «арахис», на головах, которые кажутся почти круглыми на входе в порт. Головки двигателей Rat отличаются уникальной комбинацией сиамских впускных каналов, соединенных с симметричными камерами сгорания, и выпускных отверстий, расположенных на одинаковом расстоянии.
В результате такого расположения каждая пара сиамских впускных желобов имеет несимметричные левый и правый порты. Порт на правой стороне каждой пары (если смотреть на поверхность впускного фланца) длиннее и направляет впускной заряд больше к центру камеры и называется «хорошим» портом; один из левых каналов, очевидно, называемый «плохим» отверстием, сбрасывает воздушно-топливную смесь к стенке цилиндра и обычно не течет так же хорошо, как правый канал.Эта незначительная особенность конструкции большого блока никогда не была реальной проблемой с точки зрения ограничения потенциала мощности двигателя до тех пор, пока на двигателях с большим рабочим объемом или двигателями с очень высокими оборотами не был достигнут чрезвычайно высокий уровень воздушного потока. На двигателях, мощность которых приближается к отметке 1000 л.с. (без наддува) или превышает ее, использование раздаточного порта только для гонок или головок в стиле Big Chief служит для выравнивания объема, формы и потока воздуха во всех восьми впускных отверстиях.
Почему инженеры Шевроле просто не сделали его зеркальным отражением, как малоблочный V-8? Потому что у большого блока есть шесть болтов с головкой вокруг каждого отверстия (если вы считаете скрытые выступы болтов на дне двух впускных каналов), и это определяет, где должны быть размещены впускные отверстия.Кроме того, возможно, что образовавшиеся сиамские выхлопные отверстия могут стать слишком горячими для долгосрочной надежности с более высокими уровнями мощности большого блока и, как следствие, увеличенным потоком выхлопных газов.
Овальные или прямоугольные впускные каналы
Много было сказано о различиях между прямоугольными и овальными портами, и единственный факт, с которым все согласны, это то, что каждая конструкция имеет свои сильные и слабые стороны. Все заводские высокопроизводительные двигатели имели большие прямоугольные головки портов, которые имеют более высокую скорость воздушного потока, чем производственные головки с овальными отверстиями.Однако больший объем прямоугольных отверстий обеспечивает довольно медленную скорость потока на низких скоростях, а овальные отверстия меньшего размера часто являются лучшим выбором для повседневного водителя или уличных автомобилей.
Стандартные овальные отверстия из чугуна от литейной головки «206». Примечание Стандартные чугунные прямоугольные отверстия от литейной головки «990». расстояние от портов до центрального отверстия под болт наверху. Обратите внимание, что верхние части портов почти на одном уровне с парой полозьев. нижняя часть центральное отверстие под болт.
При переделке кем-то, кто действительно знает, что делать, овальные головки с портами способны обеспечить очень хорошую производительность до 600 лошадиных сил и более. Тем не менее, большинство высокопроизводительных уличных и гоночных биг-блоков могут по-прежнему использовать преимущества больших прямоугольных головок портов. Когда я называю размер порта большим или меньшим, я хотел бы думать о площади поперечного сечения порта, но этот размер постоянно меняется по всей длине порта, поэтому наиболее распространенный способ измерения размера порта — это объем определяют в кубических сантиметрах, как и в случае с камерой сгорания.
Распределение крутящего момента болта с большой блочной головкой. Болты со стандартной головкой затягиваются до 70 фут-фунтов за три шага: 40, 55 и 70 фут-фунтов. Используйте герметик для резьбовых соединений на всех болтах, которые входят в водяную рубашку, что означает все блоки, кроме Bowtie и вторичного рынка. Шпильки послепродажного обслуживания обычно затягиваются с усилием 60 фут-фунт, но уточняйте у производителя крепежа конкретные рекомендации по крутящему моменту.
Хотя объемы впускных каналов являются ценным ориентиром при выборе головки блока цилиндров, помните, что объем порта не обязательно пропорционален расходу в отверстии, и что только потому, что одна конструкция имеет направляющие на 340 куб. См, а другая — на 320, это не означает, что больший голова пропускает больше воздуха или производит больше энергии, хотя обычно так и бывает.
Фактически, если две головки с бегунами разного размера имеют одинаковые номера на стендах, вам, как правило, лучше использовать меньшую рабочую головку, особенно если важны отклик дроссельной заслонки на низких оборотах и управляемость. Кроме того, сравнивая объем портов головок цилиндров с отверстиями для распределения, помните, что, поскольку эти головки имеют приподнятые места расположения полозьев, они длиннее, чем обычные впускные каналы головки цилиндров, а объем каналов больше из-за дополнительной длины. Впускной канал с выступом на 400 куб. См может быть меньше по площади поперечного сечения, чем обычный впускной канал на 380 куб.Будьте осторожны, сравнивая яблоки с апельсинами.
Существуют вторичные овальные головки портов с впускными полозьями объемом около 290 см3 и небольшие прямоугольные головки с отверстиями с отверстиями объемом около 300 см3. Готов поспорить, у вас есть годовой запас пончиков, что разница в мощности на динамометрическом стенде минимальна, и вы никогда не заметите разницы с водительского сиденья.
T Головка GMPP (номер по каталогу 12363400) с прямоугольными впускными портами объемом 300 куб. одинаковые степени сжатия.Овальная головка порта имеет камеры объемом 110 куб. См, а прямоугольная головка порта — камеры объемом 118 куб.
Открытые или закрытые камеры сгорания
Чугунная головка «206» конца 1960-х годов с формой ванны Чугунная высокопроизводительная головка с прямоугольным отверстием «990»
Закрытые камеры сгорания объемом 98 куб. См с открытыми камерами сгорания объемом 118 куб. См. Обратите внимание на ленивую форму камер — D
.
Головки больших блоков все имели закрытые камеры сгорания или камеры в форме ванны, когда двигатель был представлен в середине 1960-х годов. В 1969 году была представлена открытая камера сгорания, которая обеспечивала лучший поток воздуха / топлива и лучшее горение в камере. Единственным недостатком новой конструкции камеры было то, что она была большой, около 118 куб. См по сравнению с головками закрытых камер, у которых было от 101 до 109 куб. См, поэтому для достижения тех же степеней сжатия, что и для закрытых головок камер, требовались поршни с высоким куполом.Обратите внимание, что куполообразные поршни, предназначенные для головок цилиндров с открытой камерой, не работают с головками с закрытыми камерами из-за недостаточного зазора. Открытая камера сгорания, представленная на высокопроизводительных головках с прямоугольными портами, вскоре стала использоваться в обычных головках с овальными портами для снижения степени сжатия для использования с неэтилированным бензином, а уменьшенная площадь охлаждения оказалась полезной для снижения выбросов выхлопных газов.
Головки Mark IV, Gen V и Gen VI
Все серийные головки с большими блоками имеют схожие характеристики, включая 7/16-дюймовые шпильки коромысла (кроме Gen V и Gen VI) и одинаковый рисунок крышки клапана с семью болтами.В ранних чугунных и полностью алюминиевых головках использовались свечи зажигания с уплотнением на 3/4 дюйма, в то время как большинство железных головок 1970 года и более поздних версий перешли на свечи с коническим седлом меньшего размера. Алюминиевые головки имеют две дополнительные резьбовые выступы под впускными направляющими для дополнительного зажима и лучшего удержания прокладки головки при использовании с блоками цилиндров двигателя, оборудованными соответствующими выступами в долине подъемника. Единственными блоками OEM с такими выступами были редкие алюминиевые блоки ZL1, но многие современные блоки вторичного рынка имеют эту дополнительную функцию.Головки Mark IV, Gen V и Gen VI имеют одинаковую схему расположения болтов, но они не являются взаимозаменяемыми из-за разных каналов охлаждения водяной рубашки. Большинство послепродажных алюминиевых головок имеют универсальную конструкцию водяного прохода, позволяющую использовать их с блоками Mark IV или Gen V / VI, но вам необходимо проконсультироваться с производителем, чтобы проверить эту функцию.
Головки поколений V и VI имеют другие проходы для водяной рубашки, чем головки Mark IV, и не работают с блоками Mark IV. (Фото любезно предоставлено GMPP).
Все серийные головки с большим блоком имеют штампованные стальные направляющие штанги под шпильками коромысел для 5 / 16-, 3 / 8- или 7/16-дюймовых толкателей, но головки поколений V / VI заменены на нерегулируемый клапанный механизм . Хотя головки поколения V / VI сохранили исходную схему расположения болтов клапанной крышки, соответствующие литые алюминиевые клапанные крышки были оснащены прочным резиновым уплотнительным кольцом вместо традиционной прокладки клапанной крышки. Во всех производственных головках используются одинаковые рисунки впускных и выпускных болтов, которые включают отверстие для болта между каждой парой впускных каналов.Бобышка, необходимая для этого дополнительного отверстия под болт, выступает на входе в порт, поэтому на большинстве послепродажных головок она удаляется, поскольку она не является необходимой для хорошего уплотнения прокладки.
Все серийные головки с большими блоками имели выпускной переходной канал между двумя парами сиамированных впускных каналов. Полости для литья над и под центральным кроссовером выхлопной системы — это глухие полости, которые ни к чему не соединяются. Некоторые впускные коллекторы на вторичном рынке не закрывают верхнее отверстие, что не вызывает никаких проблем.
Все головки с большими блоками OEM имели выпускной переходной канал для обогрева впускного коллектора и автоматической работы дроссельной заслонки, а также для подачи выхлопного газа в автомобили с системой рециркуляции выхлопных газов (рециркуляция выхлопных газов) с начала 1970-х годов. Производители высокопроизводительных двигателей стараются сохранять впускной коллектор как можно более холодным для максимальной плотности всасываемого заряда, поэтому комплекты эффективных впускных прокладок обычно включают металлические пластины, чтобы блокировать этот переходной канал выхлопа, а большинство руководителей вторичного рынка полностью удаляют положение кроссовера выхлопных газов.
Все моторные головки OEM Rat были оснащены стальными клапанами, имеющими клапанные стержни диаметром 3/8 дюйма, а общая длина впускных клапанов составляет 5,218 дюйма, а выпускных клапанов — 5,350 дюйма. Головки послепродажного обслуживания обычно поставляются с клапанами диаметром 11/32 дюйма и часто используют клапаны большей длины, чем стандартные, что позволяет устанавливать более высокие клапанные пружины, которые лучше подходят для использования с распределительными валами с большим подъемом. Штоки меньшего диаметра не только облегчают клапаны для лучшей работы на высоких оборотах, но также обеспечивают небольшое улучшение воздушного потока.Диаметр головки впускного клапана OEM составлял 2,06 или 2,19 дюйма, а диаметр головки выпускного клапана составлял 1,72, 1,84 или 1,88 дюйма. Все производственные головки и большинство послепродажных головок поставляются с традиционными седлами клапана с углом наклона 45 градусов; однако некоторые высококлассные головки для вторичного рынка доступны с сиденьями с углом наклона 55 градусов, которые обеспечивают улучшенный поток при большой высоте подъема за счет некоторого потока с низкой подъемной силой.
Послепродажные головки цилиндров
Подавляющее большинство головок для вторичного рынка представляют собой алюминиевые прямоугольные порты с открытыми камерами сгорания, похожие на легендарные производственные головки LS6 / LS7.Однако они намного больше, чем просто копии детали Chevy, и многие из них предлагают такие расширенные функции, как нестандартные углы клапана, больший диаметр головки клапана для большего потока, более надежные клапанные пружины для работы на высоких оборотах и ваш выбор различного впуска. размеры портов в соответствии с вашими требованиями. Некоторые предлагают поднятые порты, обычно на 0,100 дюйма на впускных портах и на 3/4 дюйма на выпускных портах.
Многие головки для вторичного рынка, такие как Edelbrock Performer RPM 454-R, имеют прямоугольный алюминиевый порт с открытыми камерами сгорания, подобные легендарным производственным головкам LS6 / LS7.(Фото любезно предоставлено Edelbrock)
Обратите внимание, что если вы планируете использовать выпускные коллекторы, предназначенные для стандартных головок в стандартном моторном отсеке, вам необходимо проверить возможное столкновение коллекторов с поднятыми головками портов или сделать специальные коллекторы. Типичные спецификации материалов требуют использования алюминиевого сплава A355 или A356, обычно закаленного до спецификаций T-6, и большинство из них предлагают более мощную конструкцию с более толстыми поверхностями палубы и стенками портов, чем стандартные, что позволяет проводить дополнительные модификации опытными специалистами по головкам цилиндров.
Помимо GMPP, существует множество производителей, предлагающих высокопроизводительные головки для больших блоков Chevy, включая Air Flow Research (AFR), Brodix, Carl Foltz Engineering (CFE), Dart, Edelbrock, Pro-Filer, Racing Head. Service (RHS), Raptor (Reher-Morrison Racing Engines), Sonny’s Racing Engines (SRE), Trick Flow Specialties (TFS), World Products и, возможно, многое другое к тому времени, когда вы это прочтете. Обратитесь к производителю по вашему выбору для получения более конкретной информации, прежде чем делать окончательный выбор головки.
Современные головки для соревнований обычно имеют камеры сгорания в форме сердца, чтобы минимизировать объем камеры и увеличить площадь закалки.
Головки с распределительным портом
Какой бы хорошей ни была оригинальная конструкция головы Chevy, ситуация действительно начала накаляться, когда инженеры GM участвовали в войнах Pro Stock в 1980-х годах. Из-за корпоративной политики в отношении двигателей участникам GM разрешалось использовать любой двигатель семейства GM в своих гоночных автомобилях, и Chevy с большим блоком, очевидно, лучше подходил для полномасштабных гонок, чем любой другой двигатель GM с большим блоком.Инженеры Pontiac воспользовались этим преимуществом, чтобы создать головку для двигателя Rat с превосходной конструкцией портов, меньшими углами клапана и меньшими по размеру более эффективными камерами сгорания.
Зона закалки или сдавливания головки блока цилиндров — это плоская поверхность, которая нависает над отверстием. Когда поршень достигает ВМТ, топливно-воздушная смесь быстро выталкивается, создавая турбулентность в камере, что значительно увеличивает эффективность сгорания.
Головка блока цилиндров Pontiac Super Duty Pro Stock (номер по каталогу 10045427) имела впускные каналы, которые были разнесены, чтобы выровнять перепад потока, присущий оригинальной конструкции сиамских портов Chevrolet, а небольшие углы клапанов требовали существенно поднятых впускных отверстий, чтобы выпрямить путь воздушного потока. от входа в порт до седла клапана.
После этого инженеры Oldsmobile попытались создать лучшую из возможных головок для дрэг-рейсинга и представили головку Oldsmobile Pro Stock (номер по каталогу 24502585). Руководитель Olds Pro Stock превратился в GM DRCE, разработку которого возглавил молодой Уоррен Джонсон, который вскоре стал доминирующим гонщиком NHRA Pro Stock в 1980-х и 1990-х годах.
Выхлопные отверстия D-образной формы уменьшают перепад потока между полом и крышей выхлопных окон и помогают бороться с реверсией.
Не следует забывать, что инженеры Chevrolet также разработали распределенную головку портов, симметричную головку портов Chevy (номер по каталогу 10051128), с аналогичными конструктивными параметрами: равномерно расположенные впускные каналы и малые углы расположения клапанов с миниатюрными камерами сгорания.
Сегодня последняя версия Olds DRCE является специальной головкой блока цилиндров для всех автомобилей с двигателями GM в соревнованиях NHRA Pro Stock, в то время как головка Pontiac Pro Stock широко копировалась производителями послепродажного обслуживания, в результате чего появилась головка Dart Big Chief (платящая дань уважения индейскому племени Понтиак), голова Большого Герцога Бродикса и голова Большого Виктора Эдельброка, с последующим дальнейшим развитием.Если вы хотите получить 1000 л.с. или более без сумматоров мощности, вам подойдут «большие» головки.
Несмотря на то, что все эти «большие» головки имеют некоторые общие конструктивные параметры, они не идентичны и для большинства из них требуются определенные согласованные компоненты, такие как поршни, впускные коллекторы и узлы коромысел вала. Для всех головок Chevy с большим блоком с распределительным отверстием требуются коромысла вала, потому что толкатели должны быть перемещены вокруг измененного места впускного отверстия, а большое смещение коромысла исключает использование традиционных коромысел, устанавливаемых на шпильках.Большинство принимает оригинальные восьмиболтовые крышки клапанов, разработанные Pontiac, хотя головка Edelbrock Big Victor имеет уникальный рисунок болтов на крышке клапана, позволяющий перемещать бобышки с отверстиями под болты для улучшения зазора коромысел и геометрии клапанного механизма. Это одна из причин того, что в наши дни крышки клапанов из алюминиевого листового металла настолько популярны — их можно быстро производить по одной или относительно небольшими партиями, чтобы соответствовать любой конфигурации болтов, которую вы хотите. К тому же они выглядят колоритно!
Двигатель Chevy V-8 с большим блоком является частью автомобильной индустрии с момента его появления в 1965 году.Его влияние на улицы и гоночные трассы Америки было немедленным и явным. Со временем двигатель развивался и увеличивался в размерах, делая его с возрастом еще лучше. Теперь, примерно четыре десятилетия спустя, существует широкий спектр заводских и послепродажных опций для легендарного двигателя Chevy с большими блоками. Может быть сложно понять, какие варианты лучше всего подходят для той или иной цели, но эта книга упрощает задачу. Помимо определения и обзора всех заводских компонентов, в этой книге также подробно рассматриваются все основные твердые детали, предлагаемые на рынке высокопроизводительных запчастей.
Уловка для создания любого высокопроизводительного двигателя состоит в том, чтобы правильно объединить вместе необходимые компоненты, и How to Build Killer Big-Block Chevy Engines показывает читателям, как именно это сделать.
Болтовое крепление фланца — момент затяжки, предварительная нагрузка, процедуры затяжки, последовательность затяжки, динамометрические ключи, подготовка, затяжка фланца
Чтобы получить герметичное фланцевое соединение, необходима правильная установка прокладки, болты должны быть рассчитаны на правильное натяжение болта, а общая прочность болта должна быть равномерно распределена по всей поверхности фланца.
При затяжке с моментом (приложение предварительного натяга к крепежу путем поворота гайки крепежа) может быть реализовано правильное натяжение болта.
Правильная затяжка болта означает максимальное использование упругих свойств болта. Для хорошей работы болт должен вести себя как пружина. В процессе затяжки болт подвергается осевому предварительному натяжению. Эта растягивающая нагрузка, конечно, равна и противоположна силе сжатия, прилагаемой к собранным компонентам.Ее можно назвать «натягивающей нагрузкой» или «растягивающей нагрузкой»
.
www.enerpac.com
Динамометрический ключ
Динамометрический ключ — это общее название ручного инструмента для завинчивания, который используется для точной настройки усилия затяжки, например гайки или болта. Он позволяет оператору измерять вращающую силу (крутящий момент), приложенную к болту, чтобы его можно было согласовать со спецификациями.
Ручной и гидравлический ключ
Для выбора правильной техники затяжки фланцевых болтов требуется опыт.Успешное применение любой техники также требует квалификации как инструментов, которые будут использоваться, так и бригады, которая будет выполнять работу. Ниже приведены наиболее часто используемые методы затяжки фланцевых болтов.
- Ручной гаечный ключ
- Гайковерт ударный
- Ключ молотковый
- Гидравлический динамометрический ключ
- Ручной балочный и динамометрический ключ с редуктором
- Гидравлическое устройство для натяжения болтов
Потеря крутящего момента
Потеря крутящего момента присуща любому болтовому соединению.Комбинированные эффекты ослабления болта (примерно 10% в течение первых 24 часов после установки), ползучесть прокладки, вибрация в системе, тепловое расширение и упругое взаимодействие во время затяжки болта способствуют потере крутящего момента. Когда потеря крутящего момента достигает предела, внутреннее давление превышает сжимающую силу, удерживающую прокладку на месте, и возникает утечка или выброс.
Ключом к снижению этих эффектов является правильная установка прокладки. За счет медленного и параллельного соединения фланцев при установке прокладки и выполнения минимум четырех проходов затяжки болтов с соблюдением правильной последовательности затяжки болтов достигается сокращение затрат на техническое обслуживание и повышение безопасности.
Также важна правильная толщина прокладки. Чем толще прокладка, тем выше ее ползучесть, что, в свою очередь, может привести к потере крутящего момента. На стандартных фланцах с выступом ASME обычно рекомендуется прокладка толщиной 1,6 мм. Более тонкие прокладочные материалы могут выдерживать более высокую нагрузку на прокладку и, следовательно, более высокое внутреннее давление.
Смазка снижает трение
Смазка снижает трение при затяжке, уменьшает выход из строя болта во время установки и увеличивает срок службы болта.Изменение коэффициентов трения влияет на величину предварительной нагрузки, достигаемой при определенном крутящем моменте. Более высокое трение приводит к меньшему преобразованию крутящего момента в предварительную нагрузку. Значение коэффициента трения, предоставленное производителем смазочного материала, должно быть известно, чтобы точно установить требуемый крутящий момент.
Смазку или противозадирные составы следует наносить как на опорную поверхность гайки, так и на наружную резьбу.
Последовательность затяжки
На первом проходе слегка затяните первый болт, затем переместите прямо поперек или на 180 градусов для второго болта, затем поверните на 1/4 оборота по окружности или на 90 градусов для третьего болта и прямо поперек для четвертого.Продолжайте эту последовательность, пока все болты не будут затянуты.
При затяжке фланца с четырьмя болтами используйте крест-накрест.
Последовательность затяжки
Болт подготовительного фланца
Во фланцевом соединении все компоненты должны быть правильными, чтобы обеспечить герметичность. Самая частая причина негерметичных соединений с прокладками — неправильный монтаж.
Перед тем, как начать процесс установки болтов, выполните следующие предварительные шаги, чтобы избежать проблем в будущем:
- Очистите поверхности фланцев и проверьте наличие рубцов; поверхности должны быть чистыми и без дефектов (заусенцев, ямок, вмятин и т. д.).
- Осмотрите все болты и гайки на предмет повреждений или коррозии резьбы. При необходимости замените или отремонтируйте болты или гайки.
- Удалите заусенцы со всех резьб.
- Смажьте резьбу болта или шпильки и поверхность торца гайки, прилегающую к фланцу или шайбе. В большинстве случаев рекомендуется использовать закаленные шайбы.
- Установите новую прокладку и убедитесь, что прокладка правильно отцентрирована. НЕ ИСПОЛЬЗУЙТЕ старую прокладку повторно и НЕ используйте НЕСКОЛЬКО прокладок.
- Проверить центровку фланца ASME B31.3 Технологический трубопровод:
… поверхности фланца должны быть параллельны в пределах 1/16 дюйма на фут диаметра, а отверстия для болтов фланца должны быть совмещены с максимальным смещением в пределах 1/8 дюйма. - Отрегулируйте положение гаек, чтобы убедиться, что 2-3 витка резьбы видны над верхней частью гайки.
Независимо от того, какой метод затяжки используется, всегда должны выполняться указанные выше проверки и приготовления.
Примечание автора …
Мой собственный опыт использования … Динамометрических ключей
- В прошлом я собрал сотни герметичных фланцевых соединений от NPS 1/2 до NPS 24 и больше.Поэтому я редко использовал динамометрический ключ.
На практике «обычные» фланцевые соединения труб почти никогда не собираются с помощью динамометрического ключа. Самыми сложными соединениями для меня всегда были «маленькие», а затем особенно тип с выпуклым лицом выше класса 300 (высота RF = примерно 6,4 мм).
Относительно поверхности фланца фланца NPS 1/2 меньше, чем, например, фланца NPS 6, и вероятность перекоса, на мой взгляд, намного больше.
На практике я регулярно сталкиваюсь с фланцевыми соединениями, где центровка выходит за пределы допуска.Если просто соблюдать порядок затяжки, механик будет не очень занят. Возможно, нужно начинать с шестого болта вместо первого. При сборке фланца смотрите внимательно, это очень важно и очень вероятно способствует герметичности соединения
Неправильные фланцевые соединения — слишком короткие болты!
Что ты умеешь?
- На рисунке показан фланец с неправильным болтовым креплением, потому что два болта слишком короткие, и гайки не полностью прилегают к болтам.Это означает, что соединение может быть не таким прочным, как должно быть. Фланцы сконструированы таким образом, что вся комбинация гайка-болт выдерживает усилия, действующие на фланец. Если гайка навинчена на болт только частично, соединение может быть недостаточно прочным.
- Если ваша работа включает сборку оборудования, сборку фланцевых труб, привинчивание крышек люков или других болтовых соединений к оборудованию или сборку другого оборудования, помните, что работа не будет завершена, пока все болты не будут правильно установлены и затянуты.
- Некоторое оборудование требует специальных процедур затяжки болтов. Например, вам может потребоваться динамометрический ключ, чтобы правильно затянуть болты в соответствии со спецификацией, или затянуть болты в особом порядке. Убедитесь, что вы следуете правильной процедуре, используете правильные инструменты и что вы должным образом обучены процедуре сборки оборудования.
- Проверяйте трубы и оборудование на предмет правильно закрепленных болтов фланцев в рамках проверок безопасности вашего предприятия. В качестве простого руководства, болты, которые не выходят за пределы гаек, должны быть проверены мастером или инженером по трубопроводам.
- Если вы заметите на своем предприятии неправильно закрепленные фланцы, сообщите о них, чтобы их можно было отремонтировать, и убедитесь, что требуемый ремонт завершен.
- Перед запуском осмотрите новое оборудование или оборудование, которое было повторно собрано после технического обслуживания, чтобы убедиться, что оно правильно собрано и правильно закреплено болтами.
Какова правильная длина шпильки?
Как правило, вы можете использовать: Свободная резьба болта над верхней частью гайки равна 1/3 диаметра болта.
Заглушка прокладки головки блока цилиндров
Для проведения квалифицированной диагностики и ремонта неисправности прокладки головки блока цилиндров сегодня требуется нечто большее, чем просто сунуть палец в протекающую дамбу. Безусловно, некоторые магазины действительно вмешиваются в эту работу, просто заменяя прокладку, только для того, чтобы делать тот же ремонт снова (и снова!) На том же автомобиле.
По правде говоря, современные биметаллические двигатели более склонны к утечкам из-за пружин вокруг области прокладки головки блока цилиндров, чем старые. Пытаясь прибить вышедшую из строя прокладку головки блока цилиндров в современных автомобилях, знайте, что может быть несколько областей разрушения дамбы.
Первый симптом — потеря охлаждающей жидкости. Хотя может показаться, что найти жидкость так же просто, как сосчитать пальцы, место утечки может быть трудным.
Чтобы решить эту проблему, сначала выключите двигатель, затем проверьте качество и количество охлаждающей жидкости. Осмотрите резервуар или переливную бутылку. Если уровень охлаждающей жидкости низкий, проверьте герметичность под капотом. Затем осторожно снимите крышку радиатора, чтобы не обжечься. Если охлаждающая жидкость закипает, когда вы слегка открываете крышку, подождите, пока двигатель остынет, прежде чем продолжить.
После безопасного снятия крышки проверьте, не выглядит ли охлаждающая жидкость мутной, ржавой или серой. Если это изменение цвета очевидно, возможно, через дамбу пробивается коррозия и кипение. Также проверьте смесь охлаждающей жидкости. Неправильная смесь может вызвать повреждение прокладки головки блока цилиндров из-за перегрева. В этом случае не заменяйте просто прокладку головки блока цилиндров; осмотреть головку и блок и обслужить всю систему охлаждения.
Проведите длительные испытания системы под давлением. Во время этого теста внимательно проверьте радиатор и шланги на предмет вздутия или признаков старения.Пока система находится под давлением, также ищите утечки охлаждающей жидкости через прокладку водяного насоса, вал и подшипник. Осмотрите также охлаждающий вентилятор и ремни, а также проверьте швы прокладки головки между блоком и головкой. Если во время теста происходит потеря давления, также не забудьте проверить сердечник отопителя на предмет утечки внутри салона. Но не путайте охлаждающую жидкость с простой водой, которая может капать из забитого слива испарителя. Затем поднимите автомобиль на подъемнике и проверьте пробки сердечника системы охлаждения.Если автомобиль оборудован таким оборудованием, также проверьте герметичность нагревателя блока цилиндров.
Теперь опустите автомобиль и проверьте масляный щуп двигателя. Ищите в масле остатки охлаждающей жидкости молочного цвета. Но будьте здесь осторожны. Короткие приводы могут образовывать небольшую конденсацию в картере, которая может имитировать утечку охлаждающей жидкости. Спросите владельца о его манерах вождения, прежде чем отказываться от прокладки головки блока цилиндров.
Не снимая манометр, запустите двигатель и посмотрите на стрелку манометра. Если давление быстро превышает допустимое для крышки значение, быстро выключите двигатель, чтобы предотвратить травму или дальнейшее повреждение радиатора, прокладки или шланга.Обратите внимание, что утечка с высокой степенью сжатия может привести к разрыву компонентов системы охлаждения и является сигналом о том, что прокладка головки блока цилиндров вышла из строя.
Для подтверждения результатов испытания под давлением рекомендуется использовать прибор для проверки герметичности сгорания. Этот инструмент вставляется в горловину радиатора при работающем двигателе и использует специальный химикат, который меняет цвет, когда в охлаждающей жидкости присутствуют газы сгорания.
Путь сжатия
Вы также можете отследить потерю сжатия прокладки головки, выполнив тест на сжатие или тест баланса мощности.Если потеря охлаждающей жидкости значительна, поврежденный цилиндр обычно пропускает зажигание. Но помните, что некоторые двигатели могут не терять охлаждающую жидкость, пока не нагреются до рабочей температуры. Для двигателя с подозрением на утечку компрессии следует также учитывать, что потеря может переместиться в соседний цилиндр. Если утечка происходит между цилиндрами, компрессия будет одинаково низкой в обоих.
После выполнения вышеуказанных тестов у вас должно быть довольно хорошее представление о том, где находится утечка через прокладку. Но не всегда. Например, при утечке карбюраторного двигателя V6 мы заткнули недавно потерянную охлаждающую жидкость в цилиндры, но утечка произошла из углового отверстия прокладки впускного коллектора.Хотя потеря охлаждающей жидкости выбила отверстие свечи зажигания при запуске двигателя, очевидно, указывая на то, что в цилиндре взорвалась заглушка, разборка доказала обратное. Утечка охлаждающей жидкости попала через воздушный поток цилиндра.
В этом случае потери были значительными, но их может быть трудно отследить, так как хладагент расходуется при сгорании. Одна подсказка иногда обнаруживается в том, что автомобиль может находиться в течение длительного периода с испытательным давлением, приложенным к системе охлаждения. Также помните, что если охлаждающая жидкость попадет в выхлопную трубу, это может повлиять на датчик кислорода.
Осушите пруд
После постановки диагноза слейте воду из системы охлаждения и снимите головку, затем снимите ее для обслуживания. Тщательно очистите камеры сгорания и все детали. Удалите нагар с помощью тонкой проволочной щетки. Теперь проверьте отделку и плоскостность. Для правильного уплотнения прокладок головки необходимо, чтобы качество поверхности и плоскостность головки и блока находились в определенных пределах. Кроме того, деформация головки блока цилиндров должна быть в пределах указанных допусков.
Как показывает практика, при использовании чугунных компонентов и обычной прокладки головки, обе поверхности нуждаются в отделке с Ra от 30 до 110, предпочтительнее от 60 до 100 Ra.Для алюминиевых головок, установленных на чугунных блоках, рекомендуется Ra от 30 до 60, предпочтительно от 50 до 60 Ra. Но если вы работаете над автомобилем последней модели с двигателем с прокладками головки из многослойной стали (MLS), следуйте спецификациям производителя прокладок. Многие из этих двигателей требуют очень гладкой, блестящей поверхности с Ra менее 30.
Затем положите тяжелую линейку на поверхность прокладки головки и с помощью щупа убедитесь, что головка не имеет ни выпуклости, ни вогнутости. Как правило, чугунные головки в двигателях V8, V6 или рядных 4-цилиндровых двигателях могут выдерживать искажения до.003 дюйма (0,076 мм). Для длинных рядных 6-цилиндровых головок деформация 0,006 дюйма (0,152 мм) является пределом. Проверка поверхности прокладки должна выявить отклонение не более 0,002 дюйма (0,05 мм).
Из-за большей степени расширения алюминия держите алюминиевые головки с более жесткими допусками, без отклонений более 0,002 дюйма (0,05 мм) в любой области или направлении. Для всех головок не допускайте резких прогибов поверхности, превышающих 0,001 дюйма в любом направлении, особенно проверяя участки вокруг внешних углов стен.
Вверх
Проверьте правильность головки блока цилиндров OHC двумя способами: сначала поверхность прокладки, затем прямолинейность отверстия распредвала. Часто, если голова искривляется, то и то и другое ложится наперекосяк. Также учтите, что обработка поверхности прокладки понижает центральную линию кулачка к блоку. Это означает, что головка сидит на блоке с уменьшенными зазорами клапанов и опущенной центральной линией звездочки привода кулачка. Крышка привода ГРМ также может нуждаться в изменении.
При снятии головки для обработки снимите все валы, толкатели, коромысла, шарики и гайки.Держите эти части вместе в соответствии с их соответствующими клапанами. При необходимости используйте соответствующий компрессор пружины клапана, чтобы разобрать каждый клапан, пружину, фиксатор и шпонки, а также содержите эти детали в порядке. При повторном использовании они должны вернуться в те же места цилиндров.
Затем используйте хороший растворитель для очистки каждого стержня клапана и очистите направляющие щеткой с отверстиями из мягкой проволоки. Вставьте каждый очищенный клапан обратно в его направляющую и проверьте зазоры направляющих. Проверьте клапаны на наличие ямок или износа наконечников.Поручите механической мастерской заменить сгоревшие, корродированные или погнутые клапаны. Проверьте все пружины клапанов и гасители колебаний. В рамках капитального ремонта закажите новые уплотнения клапана. Наконец, проверьте пружины на квадрат. Обычно вам следует заменять любую пружину, где вертикальное искажение превышает 1/16 дюйма.
Большинство механических мастерских придерживаются допусков производителя транспортных средств по максимальному съему материала. Имейте в виду, что на двигателях V6 и V8 впускной коллектор, возможно, придется фрезеровать, чтобы обеспечить правильную посадку прокладки коллектора.
Проверка поверхности деки
Теперь используйте линейку и щуп для проверки деформации настила блока. Используйте тот же метод, что и при проверке поверхности головы. Если коробление слишком велико или в двигателях V-образного типа существуют большие поперечные различия, запланируйте блок для восстановления поверхности деки, при условии, что показания высоты деки позволяют это. Помните, что высота деки измеряется от средней линии коленчатого вала до поверхности прокладки головки блока.
Пока головка выпрямляется или обрабатывается, проверяйте коромысла на наличие задиров, трещин или износа.Устраните незначительный износ точки контакта клапана с помощью легкой шлифовки, но замените рычаг, если повреждение слишком велико. Если автомобиль оборудован таким оборудованием, проверьте коромысло на наличие износа или повреждений. На головках с коромыслами, установленными на шариках и шпильках, проверьте шарики, шпильки и гайки. Если шип изношен, замените его. Некоторые шпильки ввинчиваются в головку, а другие просто вдавливаются.
Возьми себя в руки
Следите за чистотой рук при работе с прокладкой головки и содержите головку в чистоте после обслуживания.Помните, что мусор на поверхности прокладки может образовать путь утечки, повредить новую прокладку или повредить поверхность головки или корпуса двигателя.
Чтобы работа прошла хорошо, нанесите состав для удаления прокладок или универсальный обезжириватель или очистите поверхности прокладок мягкой щеткой. Не используйте дрель с абразивным диском или металлическую щетку! Поверхность головы могла быть заменена в механическом цехе, но никогда не предполагайте чистоту. При шлифовке обычно удаляется мусор, но иногда отшлифованные и отшлифованные поверхности прокладок могут собирать мусор.Обычное мыло и вода хорошо подходят для окончательной очистки головы. После очистки поместите полностью восстановленную голову на чистый верстак.
Теперь проверьте отверстия под болты блока. Грязная или деформированная резьба может снизить зажимное усилие. Для обеспечения точного затяжки полностью вставьте нижний метчик в каждое отверстие под болт головки, чтобы убедиться, что резьба чистая. Также проверьте глубину отверстия, чтобы убедиться, что болты не опускаются. Сделайте фаску на краях каждого отверстия, чтобы металл блока не поднимался над поверхностью деки при затяжке болтов.Наконец, очистите все отверстия от мусора и убедитесь, что в них нет жидкости. (Отверстие, заполненное жидкостью, может расколоть блок!)
Подумайте об использовании герметика. Ни при каких обстоятельствах нельзя использовать какой-либо шеллак, химический герметик или клей для обычной безасбестовой или графитовой прокладки головки. Эти прокладки имеют сплошной или перфорированный стальной слой, покрытый с обеих сторон мягким материалом. Сердцевина обеспечивает прочность, а мягкий облицовочный материал обеспечивает надлежащую герметизацию. Многие прокладки имеют дополнительные антифрикционные покрытия для противодействия усилиям сдвига в биметаллических двигателях.Другие, предназначенные для чугунных двигателей, могут поставляться с силиконовыми уплотнительными шайбами для лучшего уплотнения холодного двигателя.
Вообще говоря, силиконовые герметики RTV не следует использовать при установке головки блока цилиндров. Однако для некоторых двигателей последних моделей (особенно с прокладками головки блока цилиндров MLS) некоторые производители двигателей указывают использование герметика. Всегда следуйте инструкциям производителя прокладок относительно типов герметиков.
Убедитесь, что прокладка головки правильно установлена на блоке. У некоторых есть маркировка верхней грани, у других — нет.Проверьте наличие правой или левой маркировки, если двигатель V-образный. Не продолжайте, пока не убедитесь, что прокладка правильно установлена и расположена. Многие прокладки закрывают дюбели в блоке или головке.
Падение мешка с песком
Когда вы кладете головку на блок и прокладку, убедитесь, что прокладка остается на месте, а головка сидит правильно. Теперь проверьте крепеж. Как уже упоминалось, хорошее уплотнение прокладки головки зависит от надлежащей нагрузки давления и крутящего момента. Спросите себя, какова последовательность затяжки этого двигателя? Все болты с головкой затягиваются до рекомендованных значений расчетным шагом и требуют затяжки в определенной последовательности.
Если болты с головкой подлежат повторному использованию, сначала убедитесь, что все они в идеальном состоянии, с чистой, неповрежденной резьбой. Убедитесь, что они правильной длины и не растянуты. Очистите резьбу проволочной щеткой и внимательно осмотрите каждый болт. Замените все порезы, деформированные или изношенные.
Для болтов с головкой, которые ввинчиваются в глухие отверстия, слегка смажьте резьбу маслом. Также слегка смажьте нижнюю часть головок болтов. Для болтов с головкой, которые входят в рубашку охлаждающей жидкости, нанесите на резьбу подходящий герметик для предотвращения утечки.
Болты определения крутящего момента до предела текучести
Во многих современных двигателях используются болты с головкой, выдерживающей крутящий момент (TTY). Они слегка растягиваются при затягивании, что обеспечивает улучшенное уплотнение прокладки головки блока цилиндров. Вы затягиваете болты до начального момента затяжки, используя соответствующую схему. Затем подтяните до дополнительной суммы. Этот последний шаг обычно измеряется в градусах поворота болта. Эта последняя закрутка растягивает болты и создает упругую зажимную силу, которая обеспечивает равномерную нагрузку на поверхность прокладки.
Поскольку болты с головкой TTY предназначены для растягивания, многие производители двигателей советуют не использовать их повторно, утверждая, что предварительно растянутый болт не будет выдерживать такое же натяжение, как раньше, что может снизить усилия зажима.Проще говоря, все болты TTY должны быть заменены при переустановке головки блока цилиндров.
Если вы устанавливаете болты с головкой на алюминиевые головки цилиндров, используйте шайбы из закаленной стали под головками и всегда располагайте их скошенной стороной вверх. Эти шайбы распределяют усилие зажима и предотвращают истирание металла.
В какой-то момент вы должны спросить себя, не стали ли болты слишком длинными из-за обработки поверхности? При шлифовке головки блока цилиндров ее высота уменьшается. Убедитесь, что болты не заходят в глухие отверстия.Если это проблема, вы можете использовать либо шайбы из закаленной стали под головками болтов, чтобы поднять их, либо более толстую прокладку головки или прокладку. Если головка была обработана до максимума, более толстая прокладка может восстановить надлежащую высоту и сжатие головки.
Теперь затяните болты головки точным динамометрическим ключом. Обычно для достижения нужного крутящего момента используется от трех до пяти шагов. Следуйте рекомендованной последовательности и перепроверьте крутящий момент на последнем этапе. Эта последняя проверка гарантирует, что все болты не были упущены.Если болт не достигает и не удерживает указанный крутящий момент, он либо растягивается, либо затягивается резьба болта. В этом случае замените болт или отремонтируйте резьбу. Для болтов с головкой TTY используйте индикатор крутящего момента (TTA), чтобы подтвердить свой последний шаг.
Иногда изготовителю прокладки головки требуется дополнительная затяжка болтов после того, как двигатель прогреется до нормальной рабочей температуры, а затем остынет. В этом случае установите окончательный крутящий момент, используя ту же последовательность болтов, что и раньше, убедившись, что двигатель остыл до температуры окружающей среды! В некоторых случаях применения этих прокладок головки с дополнительным моментом затяжки может потребоваться повторная затяжка болтов после определенного пробега или временного интервала.Проверьте прокладку или рекомендации производителя двигателя.
Убедитесь, что все прокладки коллектора установлены правильно, при необходимости используя направляющие дюбели для размещения коллектора. Установите болты, затем затяните стопорные болты с правильным моментом затяжки и в правильной последовательности. Установите ремень (ремни) ГРМ, убедившись, что изменение высоты головки не повлияло отрицательно на способность к натяжению, и что звездочки и метки синхронизации правильно совмещены. При необходимости замените шланги и ремни и, наконец, долейте систему охлаждения в соответствии с рекомендациями.
В качестве заключительного испытания проверьте плотину путем опрессовки системы охлаждения, чтобы убедиться в ее герметичности. После открытия термостата убедитесь, что в резервуаре содержится необходимое количество охлаждающей жидкости, а затем проведите дорожное испытание автомобиля, чтобы измерить производительность двигателя и убедиться, что все в порядке.
Скачать PDF
Учитывая выбор .. Зачем использовать медную прокладку головки блока цилиндров? | SCE Gaskets
Как опубликовано в AERA Magazine Райаном Хантером, президентом SCE Gaskets, Inc.
Давайте углубимся в это, потому что есть приложения (возможно, больше, чем вы думаете), для которых медные прокладки головки являются лучшим выбором. Безусловно, медь существует уже давно и не без оснований. Давайте рассмотрим некоторые свойства и преимущества, уникальные для меди, а затем будем готовы их надеть.
Гибкость: Медь прочнее, чем любая композитная прокладка головки, но все же податлива, поэтому она плотно прилегает к уплотнительным поверхностям. Эта комбинация прочности и пластичности в большей степени, чем любой другой атрибут, является «аргументом в пользу продажи» меди как материала прокладок головки по сравнению с другими материалами.В то время как преимущества прочности очевидны, преимущества гибкого корпуса прокладки более тонкие. Проще говоря; соответствие обеспечивает более плотное уплотнение, что проявляется в более низком проценте утечки.
Металл по металлу: Для производителя двигателей слова «Высокая производительность» предполагают высокое давление, высокое давление требует более прочного уплотнения сгорания, а лучшее уплотнение сгорания — металл по металлу. Я уточню; многие прокладки ГБЦ покрыты герметиками, предназначенными для устранения утечек жидкости.По опыту читатели этой статьи будут знакомы с различными типами, от скользких до липких, и, хотя они хорошо подходят для герметизации жидкости, они не способны выдерживать давление сгорания и высокую температуру. Независимо от того, насколько хорошо эластомерное покрытие может быть для охлаждающей жидкости или масла, оно в конечном итоге соскребет, выгорит или сдует зону горящего кольца прокладки головки блока цилиндров, а в высокопроизводительных двигателях это может произойти за удивительно короткий период времени. После того, как герметик будет удален с уплотнения горения с огневым кольцом, нужно будет быстро добраться до ближайшего прохода для охлаждающей жидкости.Ни в коем случае нельзя наносить силиконовые или другие резиноподобные герметики или покрытия на уплотнение камеры сгорания в двигателях с высокими рабочими характеристиками.
Опции: Медь бывает разной толщины; (от 0,021 дюйма до 0,093 дюйма с шагом примерно в десять тысячных долей), предоставляя опции, необходимые для оптимизации поршня к клапану, поршня к головке и в клиновых камерах сгорания, от поршня к зоне гашения.
Электропроводность: Медь является стандартом для проводников, в прокладках головки нас не заботит электричество, но мы имеем дело с теплом.Превосходная проводимость улучшает рабочие характеристики и повышает производительность гоночных двигателей по двум основным направлениям: A. Температура блока и головки становится более равномерной. B. Горячие точки в камере сгорания быстро рассеиваются. Паритет температуры блока цилиндров / головки помогает при настройке, хотя, честно говоря, это минимальный фактор, пока вы не дойдете до узкого конца окна настройки. Большое преимущество проводимости находится в области камеры сгорания. В камере сгорания и вокруг нее стандартные композитные прокладки головки и прокладки головки MLS в некоторой степени изолированы от головки цилиндров и блока соответственно облицовками и покрытиями.Сбои, связанные с нагревом, чаще возникают с композитными и MLS прокладками головки, чем с медью, потому что тепло удерживается внутри корпуса прокладки, что позволяет усилить горячие точки, в то время как медь является одновременно лучшим проводником и имеет прямой контакт с блоком и головкой (помните, металл-к-металлу) передает тепло теплообменнику, также известному как система охлаждения, через головку и блок.
Эластичность: Еще одна интересная особенность меди, это преимущество проявляется, когда вы выходите из окна настройки достаточно далеко, чтобы фактически повредить прокладку головки.Нелегированная или чистая медь имеет коэффициент упругости 25%; классный термин, вот что он означает. На участке длиной 4 дюйма медная прокладка головки расширится до 5 дюймов, прежде чем разорвется. Это дает пользователю «коэффициент безопасности», недоступный для других материалов прокладок головки. Двигатели с продувкой, закись азота или с турбонаддувом могут создавать в цилиндрах давление, достаточно высокое, чтобы поднять головку блока цилиндров или надавить на прокладку. Типичным плохим актером в этом отношении является малолитражный Форд; купи хорошие головки цилиндров, добавь немного наддува или закиси азота, она едет быстро, но папа хочет еще и.. прокладка головки выступает между болтами. Если это произойдет с медью, повреждение очевидно, но прокладка головки еще не вышла из строя. Фактор безопасности эластичности позволил медной прокладке толкаться, но при этом оставаться неповрежденной, поэтому вы можете либо повернуть ее назад и сделать следующий раунд, либо развернуть ее и ехать домой. Если надавить на композитную прокладку, игра окончена.
Требуются ли для прокладок с медной головкой разные значения крутящего момента?
Обычно № Значения крутящего момента крепежа определяются в зависимости от конструкции головки блока цилиндров и блока.Произвольное увеличение значений крутящего момента приведет к деформации блока или головки. Однако есть хорошие случаи для точной настройки значений крутящего момента в зависимости от того, как выглядят прокладки головки после первого использования. Хорошая особенность медных прокладок головки заключается в том, что вы можете очень легко «прочитать» их, если знаете, что искать, а что нужно искать, — это равномерно распределенная зажимная нагрузка. Никакая прокладка не работает изолированно, для всех прокладок требуется зажимная нагрузка, а медные прокладки сообщают вам, где зажимная нагрузка легкая, сохраняя свой блеск.В частности, вы хотите видеть следы механической обработки с поверхностей блока и головки, перенесенные на корпус медной прокладки повсюду на прокладке. Места, где сохранилась первоначальная отделка прокладки, требуют особого внимания. Имейте в виду, что в игре могут быть и другие факторы, например, расточка под кольцевой штифт, которая стала слишком мелкой из-за наплавки, или гайка с головкой, задевающая резьбу шпильки с головкой. После того, как вы устранили любые механические препятствия, мешающие правильной установке головки, вы можете безопасно увеличить значения крутящего момента в зонах легкой нагрузки на 5–10 фут-фунтов.
А как насчет повторной затяжки? Твердая медь (как жидкость) не сжимается, а вытесняется. Поскольку корпус медной прокладки не сжимается, повторный крутящий момент технически не требуется. Однако, поскольку конструкция двигателя с использованием медной прокладки головки блока цилиндров почти всегда соответствует характеристикам или гонкам, я всегда рекомендую один раз затянуть болты головки после полного цикла нагрева.
Подготовка блока и головки для медных прокладок головки:
Чистота рядом..Вы можете быть удивлены, узнав о некоторых образцах, которые мы получили от клиентов, которые спрашивают: «Почему это не удалось?». Опять же, если вы здесь какое-то время, возможно, вы совсем не удивитесь. Я видел прокладки головки блока цилиндров с вкрапленными в них опилками, песком и настоящими мелкими камнями, а также остатки облицовочного материала от предыдущей прокладки головки блока цилиндров. У авиастроения есть подходящая аббревиатура; FOD, повреждение посторонними предметами. Как если бы вы оставили гаечный ключ в долине подъемника, камни в уплотнении сгорания не в порядке, это приведет к хаосу.Итак, как нас учила мама: давайте будем чистыми, когда исполняем свой долг. Перед сборкой используйте не оставляющий следов растворитель, такой как аэрозольный очиститель тормозов, и чистую тряпку на головке и блокировке уплотняющих поверхностей.
Плоский: Конечно, блок и головка должны быть плоскими в пределах 0,002 дюйма в поперечнике и 0,004 дюйма в длину, с шероховатостью поверхности предпочтительно от 60 до 80RA, допустимо от 60 до 100RA.
Уплотнение горения: Уплотнение прокладки головки — это вопрос баланса, и на уплотнение горения требуется большее давление, чем на другие участки прокладки, это связано с огромной разницей в давлениях, действующих на прокладку головки.Учтите, что двигатель, развивающий от 1,5 до 2 лошадиных сил на кубический дюйм, будет иметь от 1000 до 1200 фунтов на квадратный дюйм в камере сгорания, в то время как на расстоянии менее 1/2 дюйма система охлаждения работает с максимальным давлением 22 фунта на квадратный дюйм. Поскольку стандартная медная прокладка плоская, зажимная нагрузка от затянутых болтов с головкой будет распределяться равномерно, если не используется какой-либо метод, позволяющий «склонить чашу весов» и сконцентрировать надлежащую нагрузку на области уплотнения сгорания. При использовании плоских медных прокладок головки общепринятым методом является установка уплотнительных колец в блоке или на уплотнительную поверхность головки вокруг отверстия или камеры соответственно, чтобы принять уплотнительное кольцо.Вы спросите, что такое уплотнительное кольцо? Проще, чем вы думаете, это просто кусок проволоки, вставленный в канавку, которая выступает достаточно, чтобы зажать медную прокладку. Что ж, может быть, это чрезмерное упрощение, но все, что вам нужно знать, это правильные размеры канавки для уплотнительного кольца.
Требуются герметики? Да, требуется какой-либо метод уплотнения, если в двигателе будет проходить охлаждающая жидкость или масло через прокладку головки блока цилиндров. Я утверждаю это так, потому что многие гоночные двигатели либо A. не используют охлаждающую жидкость, либо B.перенаправьте охлаждающую жидкость и масло от сопрягаемых поверхностей головки / блока. Поскольку в большинстве двигателей охлаждающая жидкость и масло проходят через прокладки головки, мы обсудим герметики для прокладок головки. Самое главное, вам не нужно очень много; во-вторых, не используйте силикон … вот и все. У людей возникают проблемы с протекающими прокладками головки блока цилиндров, когда они используют слишком много герметика, особенно силикона. Поскольку поверхность блока и головки плоские, потенциальные пути утечки очень малы, даже с обработкой поверхности 100RA пики и впадины составляют лишь около.002 ”, который не требует большого количества герметика для обеспечения герметичности. Повязки прокладки головки не отверждаются, поэтому, когда болты головки затягиваются, герметик «вытекает» из мест, в которых он не нужен (выступы), но остается на месте для герметизации путей утечки (впадин). Напротив, силикон затвердевает, образуя слой, на котором может сидеть головка блока цилиндров, никогда не соприкасаясь с прокладкой головки (вернитесь к нашему обсуждению соединения металла с металлом выше). Мы рекомендуем и использовать в аэрозольных баллончиках как KW Copper Coat, так и Hylomar, просто нанесите легкий слой на обе стороны прокладки, дайте ему «закрепиться» на некоторое время (не менее 2 часов), и вы готовы к установке. головы.
Мы могли бы более подробно описать каждый из этих пунктов, если бы это было техническое руководство, но я надеюсь, что эта информация будет вам полезна, когда возникнет необходимость, или вам понадобятся некоторые опции, которые недоступны в обычной головке. прокладки.
SCE Gaskets производит полную линейку гоночных и рабочих прокладок, включая стандартные плоские медные прокладки головки типа, обсуждаемого здесь. Кроме того, мы предлагаем наши запатентованные самоуплотняющиеся (не требующие герметика) медные прокладки головки для использования с уплотнительными кольцами и самоуплотняющиеся медные прокладки головки с встроенными уплотнительными кольцами сгорания (не требуется механическая обработка).У нас также есть полная линейка сменных прокладок для легковых автомобилей, легких грузовиков, старинных и тракторных двигателей, продаваемых под нашим брендом Engine Master.
Спецификация болтов TTY и установка
Основание болта
Болты эластичны по своей природе, что означает, что в пределах их диапазона упругости они будут растягиваться при увеличении нагрузки на болт. Пока болт не подвергается напряжению, превышающему его испытательную нагрузку (максимальная нагрузка, которую болт может выдержать и при этом вести себя эластично), он вернется к своей исходной длине после снятия крутящего момента.Однако обычные болты могут быть проблемой, когда они используются на алюминиевых головках, учитывая, что скорость расширения этого типа головки может растягивать типичные болты выше их предела текучести. Этого можно избежать, разработав и предложив более совершенные крепежные детали, соответствующие этим условиям.
Обычно крутящий момент рассчитывается. Эта спецификация крутящего момента применяет надлежащую зажимную нагрузку к соединению с учетом трения, создаваемого резьбой и нижней стороной головки болта.Современные двигатели требуют более высоких зажимных усилий (из-за повышенного давления сгорания), чего нельзя достичь с помощью обычных болтов малого диаметра, которые обычно используются в этих двигателях. К сожалению, использование болта большего диаметра не является ответом, поскольку чем больше он болт, тем меньше он будет растягиваться. Помните, что растяжение болта — это то, как мы получаем максимальную зажимную нагрузку.
Болты определения крутящего момента до предела текучести
Используемые многими производителями, особенно в двигателях с алюминиевыми головками и в сочетании с прокладками головки из многослойной стали (MLS), болты с головкой T-T-Y (крутящий момент-предел текучести) спроектированы так, чтобы растягиваться в пределах контролируемой зоны текучести.Достигнув этой зоны, они поддерживают более точный и постоянный уровень прижимной силы по всей поверхности сопряжения головки с блоком. Болты растягиваются до предела упругости, и во многих случаях растяжение приближается к пределу упругости болтов, постоянно растягивая его.
Достижение точной зоны текучести (для максимального усилия зажима) достигается путем затяжки болтов до определенного крутящего момента, а затем поворота болтов на заранее определенное количество градусов. Поворот болтов на заданное количество градусов и размещение крепежа в зоне текучести будет учитывать «разброс нагрузки зажима» или отклонения из-за таких условий, как тип сборочной смазки, состояние резьбы болта и отверстия под болт, а также качество поверхности крепежа.
.